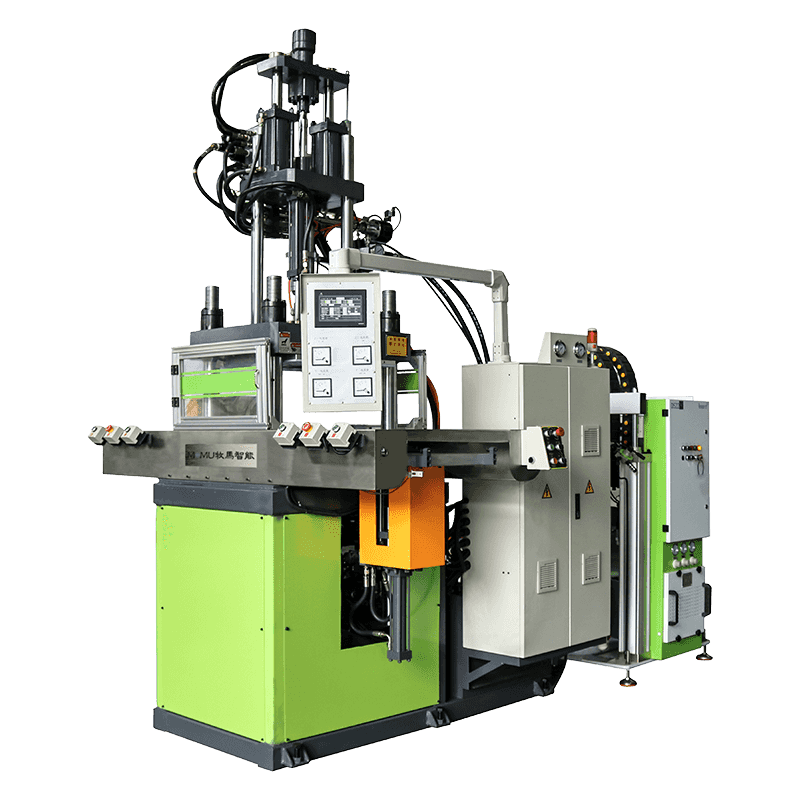
การฉีดขึ้นรูปยางซิลิโคนเหลว (LSR) เป็นหนึ่งในกระบวนการผลิตที่แม่นยำและหลากหลายที่สุดสำหรับการผลิตส่วนประกอบซิลิโคนที่มีความยืดหยุ่น ทนความร้อน และเข้ากันได้ทางชีวภาพ หัวใจสำคัญของกระบวนการนี้คือเครื่องฉีดขึ้นรูป LSR ซึ่งเป็นอุปกรณ์ที่มีความเชี่ยวชาญสูงซึ่งแตกต่างโดยพื้นฐานจากเครื่องจักรฉีดขึ้นรูปเทอร์โมพลาสติกมาตรฐาน ไม่ว่าคุณกำลังประเมินการประมวลผล LSR สำหรับอุปกรณ์ทางการแพทย์ ซีลยานยนต์ ผลิตภัณฑ์สำหรับทารก หรืออุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภค การทำความเข้าใจวิธีการทำงานของเครื่องจักรเหล่านี้และสิ่งที่ทำให้เครื่องจักรมีเอกลักษณ์เฉพาะตัวถือเป็นสิ่งสำคัญในการตัดสินใจผลิตโดยใช้ข้อมูลรอบด้าน
อะไรทำให้การฉีดขึ้นรูป LSR แตกต่างจากการฉีดขึ้นรูปมาตรฐาน
การฉีดขึ้นรูปเทอร์โมพลาสติกมาตรฐานจะละลายเม็ดพลาสติกแข็ง ฉีดวัสดุที่หลอมละลายลงในแม่พิมพ์ที่เย็นลง และขับส่วนที่แข็งตัวออกมา การฉีดขึ้นรูป LSR ทำงานในทิศทางตรงกันข้ามกับความร้อน ยางซิลิโคนเหลวเป็นวัสดุเทอร์โมเซตสององค์ประกอบที่สามารถแปรรูปเย็นได้ ซึ่งจะถูกเก็บไว้ที่อุณหภูมิห้องและปั๊มลงในแม่พิมพ์ที่ให้ความร้อน โดยที่มันจะเชื่อมขวางหรือวัลคาไนซ์ให้กลายเป็นของแข็งขั้นสุดท้าย
การกลับรายการของกระบวนการระบายความร้อนมีผลกระทบอย่างมากต่อการออกแบบเครื่องจักร ระบบการจัดส่งวัสดุจะต้องเก็บไว้ในที่เย็นเพื่อป้องกันการบ่มก่อนเวลาอันควร ในขณะที่แม่พิมพ์จะต้องได้รับความร้อน — โดยทั่วไปจะอยู่ระหว่าง 150°C ถึง 220°C — เพื่อกระตุ้นและดำเนินการปฏิกิริยาวัลคาไนซ์ให้เสร็จสิ้นภายในรอบเวลาที่ได้รับการควบคุม ส่วนประกอบทุกชิ้นของเครื่องฉีดขึ้นรูป LSR ได้รับการออกแบบทางวิศวกรรมโดยใช้กระบวนการป้อนเย็นและอบร้อน
นอกจากนี้ LSR ยังเป็นระบบสองส่วน: ส่วนประกอบ A ประกอบด้วยซิลิโคนโพลีเมอร์พื้นฐานและตัวเร่งปฏิกิริยาแพลตตินัม ในขณะที่ส่วนประกอบ B ประกอบด้วยตัวเชื่อมขวางและเม็ดสีหรือสารเติมแต่งอื่นๆ ส่วนประกอบทั้งสองนี้จะต้องสูบจ่ายในอัตราส่วน 1:1 โดยปริมาตร ผสมให้เข้ากันโดยไม่เกิดฟองอากาศ และฉีดเข้าไปในแม่พิมพ์ก่อนที่จะเริ่มการบ่มที่สำคัญ

ส่วนประกอบสำคัญของเครื่องฉีดพลาสติก LSR
ระบบการฉีดขึ้นรูป LSR ประกอบด้วยระบบย่อยแบบบูรณาการหลายระบบ โดยแต่ละระบบทำหน้าที่สำคัญในการส่งชิ้นส่วนซิลิโคนที่สม่ำเสมอและปราศจากข้อบกพร่อง
หน่วยสูบน้ำและสูบจ่ายแบบดรัม
ชุดปั๊มดรัมดึงส่วนประกอบ LSR ทั้งสองชิ้นจากดรัมจ่ายเดิมโดยใช้เพลตตัวติดตามที่กดลงบนพื้นผิววัสดุเพื่อป้องกันการสูดอากาศ ส่วนประกอบแต่ละชิ้นจะถูกป้อนผ่านปั๊มสูบจ่ายที่ได้รับการสอบเทียบแยกกันอย่างแม่นยำ ซึ่งโดยทั่วไปคือปั๊มเกียร์หรือปั๊มลูกสูบ ซึ่งควบคุมอัตราการไหลตามปริมาตรด้วยความแม่นยำสูง อัตราส่วนระหว่างองค์ประกอบ A และองค์ประกอบ B จะคงอยู่ที่ 1:1 ตลอดทั้งช็อต การเบี่ยงเบนจากอัตราส่วนนี้ส่งผลให้การบ่มไม่สมบูรณ์ ชิ้นส่วนที่เหนียว หรือคุณสมบัติทางกายภาพในส่วนประกอบที่เสร็จแล้วลดลง
ระบบผสมแบบคงที่และไดนามิก
หลังจากการสูบจ่าย ส่วนประกอบทั้งสองจะผ่านระบบผสมก่อนเข้าสู่กระบอกฉีด เครื่องผสมแบบคงที่ — องค์ประกอบที่เป็นเกลียวภายในท่อ — สร้างการพับแบบปั่นป่วนที่ผสมผสานส่วนประกอบต่างๆ ได้อย่างทั่วถึงโดยไม่มีชิ้นส่วนที่เคลื่อนไหว สำหรับสูตรที่เน้นสีหรือสารเติมแต่งมาก อาจใช้เครื่องผสมแบบไดนามิกที่มีองค์ประกอบหมุนเพื่อการผสมที่เข้มข้นยิ่งขึ้น ระบบผสมจะต้องสร้างส่วนผสมที่เป็นเนื้อเดียวกันโดยสมบูรณ์โดยไม่กักเก็บอากาศ เนื่องจากการรวมตัวของอากาศใดๆ จะปรากฏเป็นช่องว่างหรือข้อบกพร่องที่พื้นผิวในชิ้นส่วนที่ขึ้นรูป
กระบอกฉีดและสกรูวิ่งเย็น
กระบอกฉีด LSR ต่างจากเครื่องจักรเทอร์โมพลาสติกที่กระบอกฉีดจะถูกทำให้เย็นลง ซึ่งมักจะใช้น้ำหรือสารทำความเย็น เพื่อรักษาวัสดุให้ต่ำกว่าอุณหภูมิที่เปิดใช้งานในระหว่างการสูบจ่ายและการฉีด สกรูในเครื่อง LSR ได้รับการออกแบบมาเป็นพิเศษสำหรับการขนถ่ายวัสดุของเหลวและมีความหนืดต่ำ โดยทั่วไปจะมีอัตราส่วนการอัดต่ำและมีวาล์วปิดที่ปลายหัวฉีดเพื่อป้องกันน้ำลายไหลของซิลิโคนที่มีความหนืดต่ำระหว่างช็อต การควบคุมอุณหภูมิของถังเป็นสิ่งสำคัญ อุณหภูมิถังเพิ่มขึ้นเล็กน้อยก็สามารถเริ่มต้นการเชื่อมขวางก่อนเวลาอันควรซึ่งอุดตันระบบและทำให้เกิดการหยุดทำงานที่มีค่าใช้จ่ายสูง
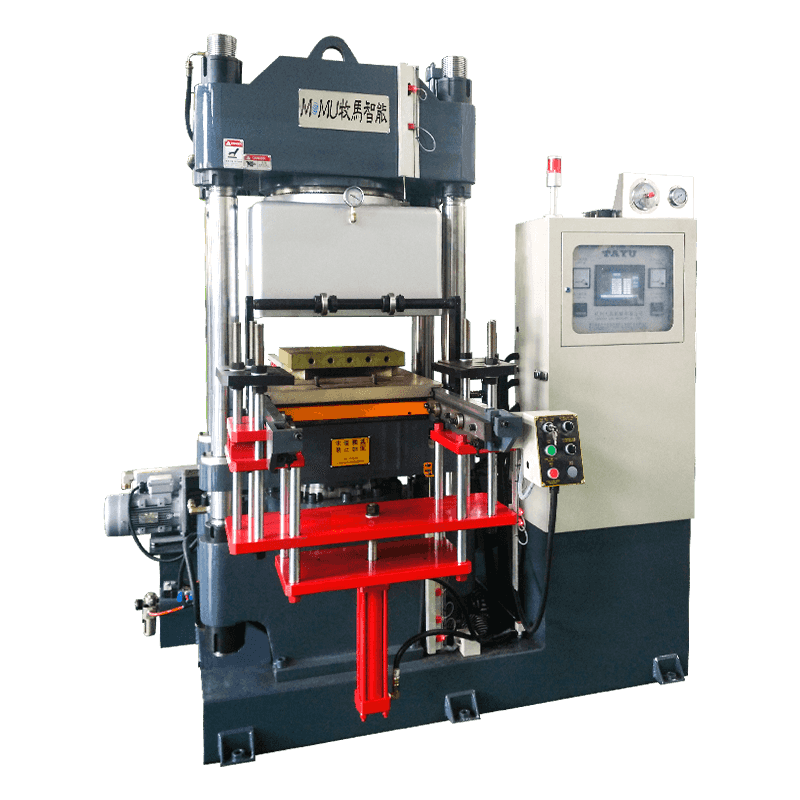
แม่พิมพ์อุ่นและหน่วยจับยึด
แม่พิมพ์ในเครื่อง LSR จะถูกให้ความร้อนด้วยไฟฟ้าจนถึงอุณหภูมิการหลอมโลหะ และคงไว้ซึ่งความสม่ำเสมอทางความร้อนที่แน่นหนาทั่วทุกช่อง ชุดจับยึดซึ่งยึดแม่พิมพ์ปิดไว้กับแรงดันการฉีด จะต้องให้แรงเพียงพอในการป้องกันแฟลช เนื่องจาก LSR มีความหนืดต่ำมากและจะทะลุช่องว่างแม้แต่น้อยในแนวการแยกส่วน แรงจับยึดสำหรับแม่พิมพ์ LSR คำนวณตามพื้นที่ชิ้นส่วนที่คาดการณ์ไว้และความดันการฉีด และโดยทั่วไปจะอยู่ในช่วง 50 ถึง 500 ตัน ขึ้นอยู่กับจำนวนฟันผุและรูปทรงของชิ้นส่วน
กระบวนการฉีดขึ้นรูป LSR ทีละขั้นตอน
การทำความเข้าใจลำดับการปฏิบัติงานในวงจรการฉีดขึ้นรูป LSR ให้ความกระจ่างว่าทำไมส่วนประกอบแต่ละส่วนของเครื่องจักรจึงได้รับการออกแบบในลักษณะที่เป็นอยู่
- การวัดแสงวัสดุ: ดรัมปั๊มจะดึงส่วนประกอบ A และ B ออกจากดรัมจ่าย และหน่วยสูบจ่ายจะส่งส่วนประกอบเหล่านั้นไปยังระบบผสมในอัตราส่วนปริมาตร 1:1 ที่แม่นยำ
- การผสม: ส่วนประกอบทั้งสองถูกผสมอย่างละเอียดในเครื่องผสมแบบคงที่หรือไดนามิก เพื่อให้ได้ส่วนผสมที่เป็นเนื้อเดียวกันไม่มีฟองพร้อมสำหรับการฉีด
- การให้ยา: LSR แบบผสมจะถูกสูบจ่ายเข้าไปในกระบอกฉีดที่ระบายความร้อน โดยจะสะสมปริมาตรการฉีดที่แม่นยำซึ่งจำเป็นสำหรับการเติมเต็มทุกช่อง บวกกับระบบรันเนอร์
- การปิดแม่พิมพ์: ชุดจับยึดจะปิดและล็อคแม่พิมพ์ด้วยแรงจับยึดเต็มก่อนที่จะเริ่มการฉีด
- การฉีด: สกรูจะเคลื่อนไปข้างหน้า โดยผลัก LSR ผ่านระบบวิ่งเย็นและเข้าไปในโพรงแม่พิมพ์ที่ให้ความร้อนด้วยความเร็วและความดันที่ควบคุม
- การหลอมโลหะ: แม่พิมพ์ที่ได้รับความร้อนจะกระตุ้นให้เกิดปฏิกิริยาเชื่อมขวางที่เร่งปฏิกิริยาด้วยแพลตตินัม ชิ้นส่วนจะแข็งตัวภายในแม่พิมพ์ตามระยะเวลาการคงตัวที่ตั้งโปรแกรมไว้ โดยทั่วไปคือ 15 ถึง 90 วินาที ขึ้นอยู่กับความหนาของผนัง เกรดวัสดุ และอุณหภูมิของแม่พิมพ์
- การเปิดและถอดแม่พิมพ์: เมื่อการบ่มเสร็จสมบูรณ์ แม่พิมพ์จะเปิดขึ้นและชิ้นส่วนจะถูกดีดออก ไม่ว่าจะด้วยตนเอง โดยใช้หมุดดีดตัว หรือโดยระบบการสาธิตแบบหุ่นยนต์ เนื่องจากชิ้นส่วน LSR มีความยืดหยุ่น จึงมักจะสามารถถอดชิ้นส่วนออกจากรูปทรงที่ซับซ้อนซึ่งคงเป็นไปไม่ได้ด้วยเทอร์โมพลาสติกที่มีความแข็ง
เปรียบเทียบข้อมูลจำเพาะของเครื่องฉีดพลาสติก LSR
| ข้อมูลจำเพาะ | ช่วงทั่วไป | ความสำคัญ |
| แรงหนีบ | 50–500 ตัน | ป้องกันแสงแฟลชบน LSR ความหนืดต่ำ |
| อุณหภูมิบาร์เรล | 5°C – 25°C (ระบายความร้อน) | ป้องกันการบ่มก่อนเวลาอันควรในถัง |
| อุณหภูมิแม่พิมพ์ | 150°ซ – 220°ซ | ควบคุมความเร็วการรักษาและคุณสมบัติของชิ้นส่วน |
| ความแม่นยำของอัตราส่วนการวัดแสง | ±0.5% หรือดีกว่า | รับประกันการบ่มที่สมบูรณ์และสม่ำเสมอ |
| ปริมาณการยิง | 0.1 ซม. – 3,000 ซม. 3 | กำหนดขนาดชิ้นส่วนและจำนวนช่อง |
| ระยะเวลาการรักษา | 15 – 90 วินาที | ส่งผลต่อปริมาณงานและต้นทุนการผลิต |
| จำนวนฟันผุ | 1 – 128 | ปรับขนาดเอาต์พุตสำหรับการผลิตในปริมาณมาก |
อุตสาหกรรมและการใช้งานที่ต้องอาศัยเครื่องฉีดขึ้นรูป LSR
การผสมผสานคุณสมบัติที่เป็นเอกลักษณ์ของ LSR ได้แก่ ความเข้ากันได้ทางชีวภาพ ความเสถียรทางความร้อนตั้งแต่ -60°C ถึงมากกว่า 200°C ฉนวนไฟฟ้า ความทนทานต่อสารเคมี และความใสของแสงในบางเกรด ทำให้เป็นวัสดุที่เลือกใช้ในอุตสาหกรรมที่มีความต้องการหลากหลาย
อุปกรณ์การแพทย์และการดูแลสุขภาพ
LSR ถูกนำมาใช้อย่างแพร่หลายในการใช้งานทางการแพทย์ เนื่องจากสามารถฆ่าเชื้อด้วยหม้อนึ่งความดัน รังสีแกมมา หรือเอทิลีนออกไซด์ได้โดยไม่ทำให้สลายตัว เครื่องฉีดขึ้นรูปแบบ LSR ผลิตส่วนประกอบต่างๆ เช่น หน้ากากช่วยหายใจ จุกหลอดฉีดยา ปลายสายสวน ซีลแบบฝัง ท่อปั๊มรีดท่อ และผลิตภัณฑ์สำหรับให้นมทารก สูตร LSR เกรดทางการแพทย์ตรงตามมาตรฐานความเข้ากันได้ทางชีวภาพ ISO 10993 และกระบวนการฉีดขึ้นรูปโดยธรรมชาติแบบปิดและปราศจากการปนเปื้อน ทำให้เหมาะสำหรับการผลิตในห้องปลอดเชื้อ
ส่วนประกอบยานยนต์
ในภาคยานยนต์ LSR ใช้สำหรับบูทหัวเทียน ซีลวงแหวน ซีลขั้วต่อ ปะเก็น และตัวเรือนเซ็นเซอร์ที่ต้องทนต่อความผันผวนของอุณหภูมิที่รุนแรงและการสัมผัสกับน้ำมันและเชื้อเพลิง ความเสถียรทางความร้อนที่สูงของ LSR ทำให้มีความเหมาะสมมากกว่ายางทั่วไปสำหรับส่วนประกอบในห้องเครื่องยนต์ที่ต้องทำงานได้อย่างน่าเชื่อถือตั้งแต่สตาร์ทเย็นจนถึงอุณหภูมิการทำงานสูง
เครื่องใช้ไฟฟ้าและอุปกรณ์สวมใส่
สายนาฬิกาอัจฉริยะ ปลายเอียร์บัด เมมเบรนปุ่ม ซีลกันน้ำสำหรับสมาร์ทโฟน และเมมเบรนแป้นคีย์บอร์ด ล้วนผลิตขึ้นโดยทั่วไปโดยใช้การฉีดขึ้นรูป LSR ความสามารถในการขึ้นรูป LSR ในรูปทรงที่ซับซ้อนและมีพิกัดความเผื่อต่ำ — และในทุกสี — ทำให้เหมาะสำหรับผลิตภัณฑ์อุปโภคบริโภคที่ทั้งประสิทธิภาพและความสวยงามมีความสำคัญ
ผลิตภัณฑ์สำหรับทารกและอาหารสัมผัส
หัวนมขวดนม จุกนม ยางกัด และซีลเกรดอาหารสำหรับเครื่องใช้ในครัวผลิตใน LSR เนื่องจากวัสดุนี้ปราศจาก BPA, พทาเลท และพลาสติไซเซอร์ที่เป็นอันตรายอื่นๆ ทนทานต่อรอบการฆ่าเชื้อซ้ำๆ รักษาความยืดหยุ่นที่อุณหภูมิต่ำ และไม่ดูดซับรสชาติหรือกลิ่น ซึ่งเป็นคุณสมบัติที่สำคัญทั้งหมดสำหรับการสัมผัสกับอาหารและการใช้งานของทารก
ปัจจัยที่ต้องพิจารณาเมื่อเลือกเครื่องฉีดขึ้นรูป LSR
การเลือกสิ่งที่ถูกต้อง เครื่องฉีดพลาสติก LSR ต้องมีการประเมินอย่างรอบคอบเกี่ยวกับข้อกำหนดการผลิตเฉพาะของคุณ คุณลักษณะของวัสดุ และเป้าหมายด้านคุณภาพ การซื้อเครื่องจักรที่ไม่ถูกต้องสำหรับการใช้งานของคุณส่งผลให้เกิดข้อบกพร่องด้านคุณภาพ เศษเหลือมากเกินไป และความยากลำบากในการบรรลุเป้าหมายการผลิต
- ขนาดชิ้นส่วนและน้ำหนักช็อต: หน่วยฉีดของเครื่องต้องมีขนาดเพื่อให้ได้ปริมาตรการฉีดที่แม่นยำซึ่งจำเป็นสำหรับจำนวนชิ้นส่วนและคาวิตี้ของคุณ หน่วยฉีดขนาดใหญ่ลดความแม่นยำในการจ่ายสารสำหรับชิ้นส่วนขนาดเล็ก หน่วยที่มีขนาดเล็กไม่สามารถเติมแม่พิมพ์ขนาดใหญ่หรือหลายช่องได้
- ความแม่นยำในการวัดแสง: สำหรับการใช้งานที่สำคัญ เช่น ชิ้นส่วนทางการแพทย์หรือสัมผัสกับอาหาร จำเป็นต้องมีความแม่นยำในการสูบจ่าย ±0.5% หรือดีกว่า ตรวจสอบข้อกำหนดของระบบสูบจ่ายและขอเอกสารข้อมูลความสามารถของกระบวนการจากซัพพลายเออร์
- ระบบวิ่งเย็นหรือระบบวิ่งของเสีย: ระบบวิ่งเย็นสำหรับ LSR (ซึ่งทำให้วัสดุวิ่งไม่แข็งตัวและสามารถรีไซเคิลหรือฉีดซ้ำได้) ช่วยลดการสูญเสียวัสดุได้อย่างมาก และเป็นมาตรฐานสำหรับเครื่องจักรที่ผลิตในปริมาณมาก ยืนยันความเข้ากันได้ของระบบรันเนอร์กับการออกแบบแม่พิมพ์ของคุณ
- ความเข้ากันได้ของห้องคลีนรูม: สำหรับการผลิตอุปกรณ์ทางการแพทย์ เครื่องจักรต้องเข้ากันได้กับการติดตั้งในห้องคลีนรูม — สแตนเลสหรือพื้นผิวเคลือบ การสร้างอนุภาคน้อยที่สุด และความเข้ากันได้กับชุดคลุมคลีนรูมและโปรโตคอลการเข้าถึง
- บูรณาการระบบอัตโนมัติ: การผลิต LSR ปริมาณสูงได้รับประโยชน์อย่างมากจากการรื้อถอนแบบใช้หุ่นยนต์ ระบบตรวจสอบด้วยภาพ และการขนย้ายชิ้นส่วนบนสายพานลำเลียงแบบผสานรวม ตรวจสอบความเข้ากันได้ของอินเทอร์เฟซของเครื่องกับข้อกำหนดระบบอัตโนมัติของคุณก่อนที่จะซื้อ
- ความสามารถในการระบายอากาศแบบสุญญากาศ: สำหรับชิ้นส่วนที่ต้องการคุณภาพพื้นผิวที่ยอดเยี่ยมหรือสำหรับการประมวลผล LSR เกรดแสง ต้องอพยพโพรงแม่พิมพ์ก่อนฉีดเพื่อกำจัดอากาศที่ติดอยู่ ยืนยันว่าการออกแบบเครื่องจักรและแม่พิมพ์รองรับการระบายอากาศแบบสุญญากาศ หากจำเป็นสำหรับการใช้งานของคุณ
ข้อดีของเครื่องฉีดขึ้นรูป LSR เหนือวิธีการแปรรูปซิลิโคนทางเลือก
การฉีดขึ้นรูป LSR แข่งขันกับการขึ้นรูปแบบอัดและการขึ้นรูปแบบถ่ายโอนเป็นวิธีการผลิตชิ้นส่วนยางซิลิโคน แต่ละวิธีก็มีที่มาของมัน แต่การฉีดขึ้นรูป LSR มีข้อได้เปรียบที่สำคัญสำหรับการผลิตส่วนประกอบที่มีความแม่นยำในปริมาณปานกลางถึงสูง
- รอบเวลา: รอบเวลาการฉีดขึ้นรูป LSR สั้นกว่าการอัดขึ้นรูปอย่างมาก โดยเฉพาะอย่างยิ่งสำหรับชิ้นส่วนที่มีผนังบาง ทำให้ได้ปริมาณงานต่อกะที่สูงกว่ามาก
- ความสม่ำเสมอของมิติ: กระบวนการฉีดอัตโนมัติแบบปิดทำให้เกิดพิกัดความเผื่อมิติที่เข้มงวดกว่ากระบวนการอัดแม่พิมพ์แบบเปิด ซึ่งได้รับผลกระทบจากความแปรปรวนของผู้ปฏิบัติงานในการวางวัสดุและการปิดแม่พิมพ์
- ขยะวัสดุ: ระบบฉีด LSR ของนักวิ่งเย็นทำให้เกิดการสูญเสียวัสดุเป็นศูนย์ เนื่องจากวัสดุวิ่งที่ไม่มีการบ่มจะถูกฉีดกลับเข้าไป การอัดและการขึ้นรูปแบบถ่ายโอนทำให้เกิดแฟลชและเศษรองชนะเลิศที่สำคัญ
- ศักยภาพของระบบอัตโนมัติ: การฉีดขึ้นรูป LSR เข้ากันได้อย่างสมบูรณ์กับระบบอัตโนมัติของหุ่นยนต์ ทำให้สามารถผลิตชิ้นส่วนที่มีปริมาณมากโดยไม่เกิดแสงได้ การอัดขึ้นรูปต้องใช้แรงงานมากกว่าโดยธรรมชาติ
- การขึ้นรูปหลายองค์ประกอบ: เครื่องฉีดพลาสติก LSRs can be configured for two-shot or overmolding processes, bonding LSR directly onto thermoplastic substrates in a single production step — impossible with compression molding.
ข้อควรพิจารณาในการบำรุงรักษาและการปฏิบัติงานสำหรับเครื่องจักร LSR
เครื่องฉีดขึ้นรูป LSR ต้องการการบำรุงรักษาอย่างมีวินัยเพื่อป้องกันการสะสมตัวของวัสดุ การแข็งตัวภายในถัง และการเบี่ยงเบนของการสูบจ่าย เมื่อสิ้นสุดการดำเนินการผลิตแต่ละครั้ง ระบบการจัดส่งวัสดุจะต้องถูกไล่ล้างอย่างทั่วถึงด้วยสารชะล้างหรือฐานซิลิโคนที่เป็นกลาง เพื่อกำจัด LSR ที่ผสมไว้ทั้งหมดก่อนที่จะแข็งตัวภายในสายการผลิต เครื่องผสม หรือถัง ซิลิโคนที่แข็งตัวแล้วภายในระบบหัวฉีดนั้นถอดออกยากมาก และโดยทั่วไปแล้วจะต้องถอดชิ้นส่วนส่วนประกอบที่ได้รับผลกระทบออกทั้งหมด
ปั๊มสูบจ่ายควรได้รับการสอบเทียบเป็นประจำ — อย่างน้อยที่สุดระหว่างการเปลี่ยนวัสดุแต่ละครั้ง — เพื่อตรวจสอบว่าอัตราส่วน 1:1 ได้รับการดูแลอย่างถูกต้อง ควรตรวจสอบตัวควบคุมอุณหภูมิแม่พิมพ์และองค์ประกอบความร้อนเป็นระยะๆ เพื่อดูค่าเบี่ยงเบนของการสอบเทียบและการพัฒนาฮอตสปอต เนื่องจากอุณหภูมิของแม่พิมพ์ไม่สม่ำเสมอทำให้เกิดการแข็งตัวและการบิดเบี้ยวของชิ้นส่วนที่ไม่สอดคล้องกัน ด้วยโปรโตคอลการบำรุงรักษาที่เหมาะสม เครื่องฉีดขึ้นรูป LSR ที่ได้รับการกำหนดไว้อย่างดีจะมอบผลผลิตการผลิตที่เชื่อถือได้และมีคุณภาพสูงเป็นเวลาหลายปี