อะไรทำให้การฉีดขึ้นรูป LSR แตกต่างโดยพื้นฐาน
การฉีดขึ้นรูปยางซิลิโคนเหลว (LSR) เป็นกระบวนการผลิตที่มีความแม่นยำ ซึ่งแตกต่างจากการฉีดขึ้นรูปเทอร์โมพลาสติกทั่วไปในเกือบทุกพารามิเตอร์ที่สำคัญ ในกรณีที่การขึ้นรูปเทอร์โมพลาสติกฉีดวัสดุที่ให้ความร้อนลงในแม่พิมพ์ที่เย็นเพื่อแข็งตัว การขึ้นรูป LSR จะทำตรงกันข้าม: สารประกอบซิลิโคนเหลวสององค์ประกอบเย็นจะถูกฉีดเข้าไปในแม่พิมพ์ที่ได้รับความร้อน ซึ่งจะต้องเกิดปฏิกิริยาเชื่อมขวางด้วยการบ่มเพิ่มเติม และวัลคาไนซ์อย่างถาวรให้เป็นชิ้นส่วนอีลาสโตเมอร์ที่ยืดหยุ่นและทนทาน การผกผันความร้อน—การฉีดเย็นเข้าไปในแม่พิมพ์ร้อน—กำหนดสถาปัตยกรรมเครื่องจักรทั้งหมด ปรัชญาการออกแบบแม่พิมพ์ และกลยุทธ์การควบคุมกระบวนการที่จำเป็นสำหรับการผลิต LSR ที่ประสบความสำเร็จ การทำความเข้าใจการกลับรายการขั้นพื้นฐานนี้เป็นจุดเริ่มต้นสำหรับทุกคนที่ระบุ ใช้งาน หรือออกแบบเกี่ยวกับเครื่องฉีดขึ้นรูป LSR
สารประกอบ LSR มีจำหน่ายเป็นระบบสองส่วน ส่วน A มีโพลีเมอร์พื้นฐานพร้อมตัวเร่งปฏิกิริยาแพลตตินัม และส่วน B มีแพ็คเกจตัวเชื่อมโยงและตัวยับยั้ง ส่วนประกอบทั้งสองนี้ถูกจัดเก็บแยกกันเพื่อป้องกันการแข็งตัวก่อนกำหนด โดยสูบจ่ายในอัตราส่วน 1:1 โดยระบบการจ่ายของเครื่อง ผสมในเครื่องผสมแบบคงที่ทันทีก่อนการฉีด และส่งไปยังแม่พิมพ์ในการไหลที่มีการปรับสภาพด้วยความร้อนและมีการควบคุมสูง ระบบการจัดการและการฉีดวัสดุทั้งหมดต้องได้รับการบำรุงรักษาที่อุณหภูมิระหว่าง 5°C ถึง 25°C เพื่อป้องกันการเจลก่อนกำหนด ในขณะที่แม่พิมพ์ทำงานพร้อมกันที่อุณหภูมิ 150°C ถึง 220°C เพื่อขับเคลื่อนการบ่มตัวอย่างรวดเร็ว การจัดการความแตกต่างทางความร้อนทั่วทั้งเครื่องจักรและแม่พิมพ์ถือเป็นความท้าทายทางวิศวกรรมที่สำคัญของการฉีดขึ้นรูป LSR
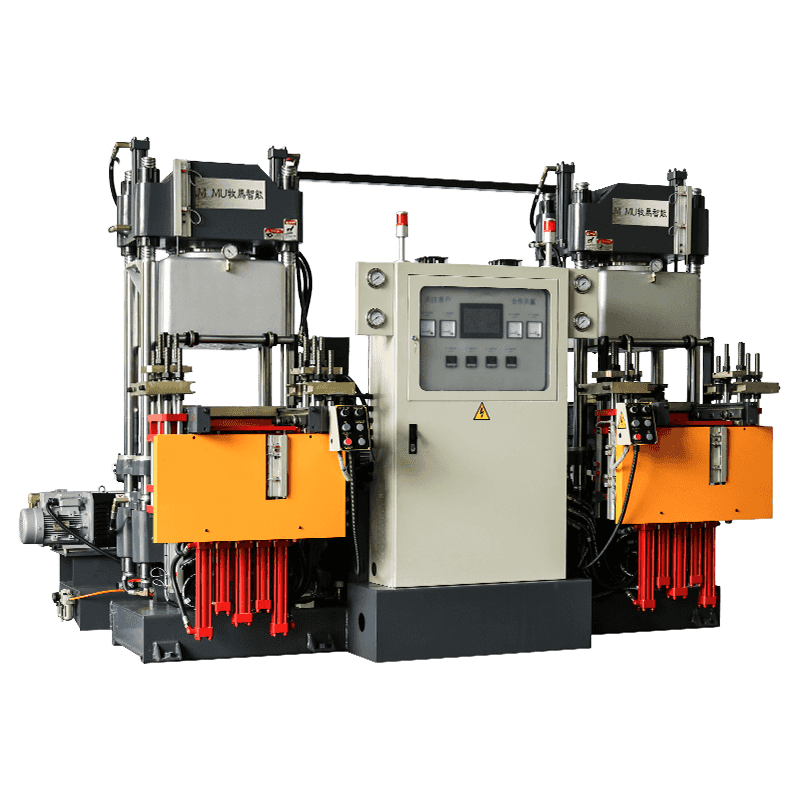
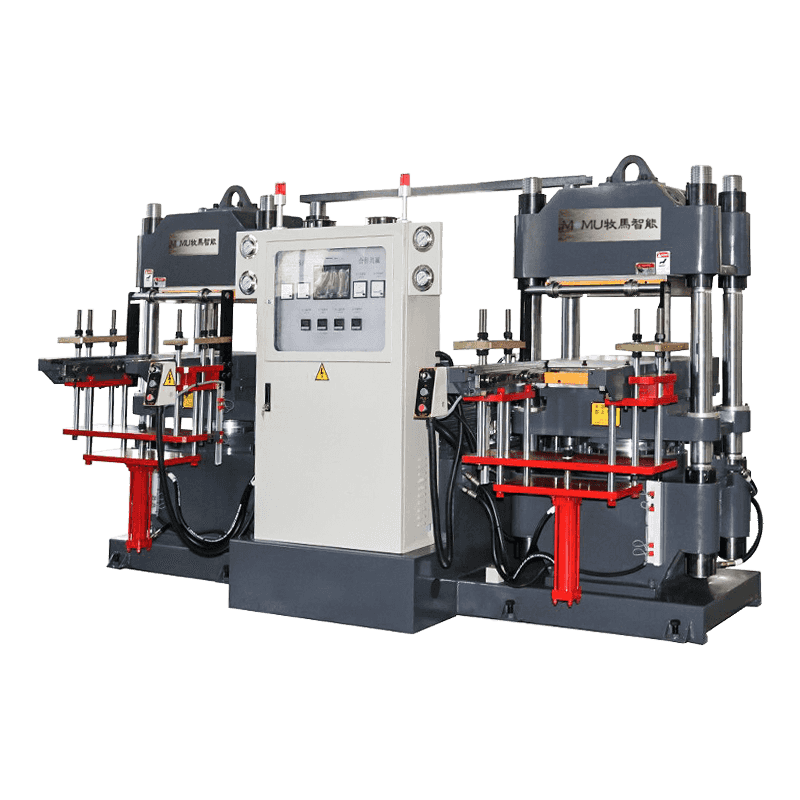
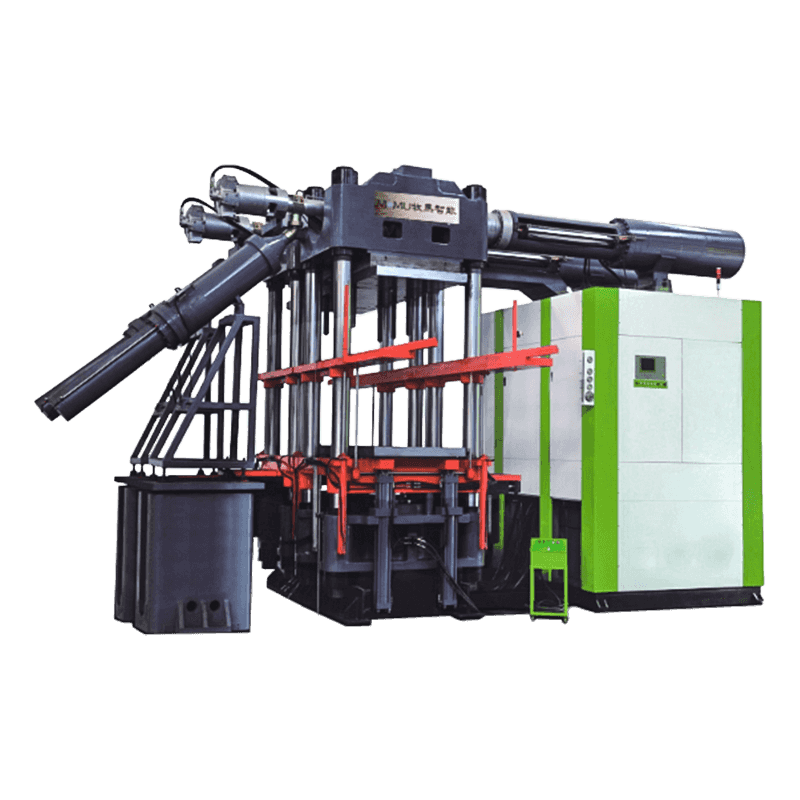
ส่วนประกอบหลักของเครื่องฉีดขึ้นรูป LSR
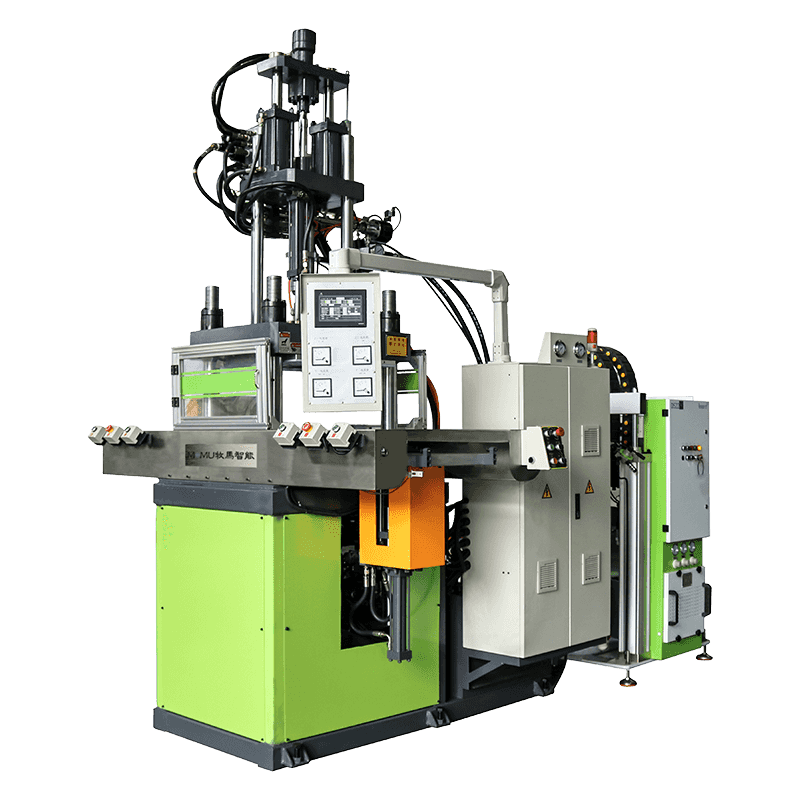
อ เครื่องฉีดพลาสติก LSR เป็นระบบบูรณาการที่ประกอบด้วยระบบย่อยหลายระบบที่ต้องทำงานประสานกันอย่างแม่นยำเพื่อให้ได้ชิ้นส่วนที่มีคุณภาพสม่ำเสมอ แตกต่างจากเครื่องฉีดเทอร์โมพลาสติกมาตรฐานที่กระบอกและสกรูทำหน้าที่ทำให้เป็นพลาสติกและการฉีด หน่วยฉีดของเครื่อง LSR ถูกสร้างขึ้นมาโดยเฉพาะเพื่อจัดการกับของเหลวสององค์ประกอบที่มีความหนืดต่ำและไวต่อความร้อน แต่ละระบบย่อยมีบทบาทเฉพาะและไม่สามารถทดแทนได้ในกระบวนการ
ระบบสูบจ่ายและจ่ายสารแบบสององค์ประกอบ
ระบบสูบจ่ายดึงส่วน A และส่วน B ออกจากถังจ่ายหรือถังจ่ายโดยใช้เพลตติดตามซึ่งจะรักษาแรงดันบนพื้นผิววัสดุให้คงที่และป้องกันการกักเก็บอากาศ ปั๊มเกียร์แบบพรีซิชั่นหรือปั๊มสูบจ่ายแบบลูกสูบส่งส่วนประกอบทั้งสองไปพร้อมกันที่อัตราส่วนปริมาตร 1:1 ที่ควบคุมอย่างแม่นยำ โดยมีความแม่นยำของอัตราส่วนโดยทั่วไปอยู่ภายใน ±1% เพื่อให้มั่นใจถึงความหนาแน่นของการเชื่อมขวางและความแข็งสุดท้ายที่สม่ำเสมอ หลายระบบยังรวมสายการจ่ายเม็ดสี ซึ่งเป็นสายการสูบจ่ายครั้งที่สามที่แนะนำมาสเตอร์แบทช์สีหรือสารเติมแต่งเชิงฟังก์ชันในหัวผสมในอัตราส่วนที่ตั้งโปรแกรมได้ ช่วยให้สามารถผลิตหลายสีหรือเติมสารเติมแต่งได้โดยไม่ต้องเตรียมสารประกอบด้วยตนเอง เซ็นเซอร์ความดันและมิเตอร์วัดการไหลตลอดวงจรการจ่ายสารให้การตอบสนองแบบเรียลไทม์ที่กระตุ้นให้เกิดการแจ้งเตือนและเครื่องหยุดทำงาน หากตรวจพบความผิดปกติของอัตราส่วนหรือการไหล

ระบบผสมแบบคงที่และวิ่งเย็น
หลังจากการสูบจ่าย ส่วนประกอบทั้งสองจะผ่านเครื่องผสมแบบคงที่แบบใช้แล้วทิ้ง ซึ่งเป็นท่อที่มีชุดองค์ประกอบการผสมแบบเกลียวซึ่งจะค่อยๆ แบ่งและรวมตัวใหม่กับกระแสวัสดุจนกระทั่งได้การผสมที่เป็นเนื้อเดียวกันโดยสมบูรณ์ โดยทั่วไปจะอยู่ภายใน 20 ถึง 40 องค์ประกอบการผสม ขึ้นอยู่กับความหนืดของสารประกอบและคุณภาพส่วนผสมที่ต้องการ จากนั้น สารประกอบผสมจะเข้าสู่ระบบวิ่งเย็นในแม่พิมพ์ ซึ่งเป็นท่อร่วมแยกความร้อนซึ่งคงไว้ที่อุณหภูมิเย็นเท่ากับกระบอกฉีด โดยทั่วไปจะมีอุณหภูมิต่ำกว่า 20°C โดยใช้วงจรระบายความร้อนด้วยน้ำที่ทำงานโดยอิสระจากการควบคุมอุณหภูมิของแม่พิมพ์ร้อน Cold Runner ยังคงรักษา LSR ที่ยังไม่แข็งตัวระหว่างช็อต ป้องกันการสิ้นเปลืองวัสดุและเปิดใช้งานการกำจัดประตูอัตโนมัติ เนื่องจาก Cold Runner sprue และ Runner ยังคงเป็นของเหลวและถูกดึงกลับเมื่อมีการเปิดแม่พิมพ์ โดยไม่ทิ้งเศษรันเนอร์ที่บ่มแล้วให้ตัดแต่งหรือรีไซเคิล
กระบอกฉีดและสกรูลูกสูบ
กระบอกฉีดจะได้รับสารประกอบ LSR ผสมจากท่อร่วมวิ่งเย็น และใช้สกรูลูกสูบที่มีแรงอัดต่ำเพื่อสะสมกระสุนของวัสดุและฉีดเข้าไปในโพรงแม่พิมพ์ สกรูฉีด LSR ต่างจากสกรูเทอร์โมพลาสติกซึ่งได้รับการออกแบบเพื่อสร้างความร้อนผ่านแรงเฉือน สกรูฉีด LSR มีอัตราส่วนการอัดต่ำมาก (โดยทั่วไปคือ 1:1 ถึง 1.2:1) และได้รับการออกแบบมาเพื่อลำเลียงวัสดุโดยใช้ความร้อนจากแรงเฉือนน้อยที่สุดเพื่อหลีกเลี่ยงการกระตุ้นให้เกิดการแข็งตัวก่อนกำหนดในถัง ส่วนประกอบถังทั้งหมดถูกหุ้มด้วยน้ำเย็นเพื่อรักษาอุณหภูมิของวัสดุให้ต่ำกว่าเกณฑ์การเปิดใช้งานของตัวเร่งปฏิกิริยาแพลทินัม ความแม่นยำของขนาดช็อตเป็นสิ่งสำคัญในการขึ้นรูป LSR เนื่องจากวัสดุมีความหนืดต่ำมากและจะวาบผ่านแม้แต่ช่องว่างเล็กๆ หากปริมาตรช็อตเกินปริมาตรคาวิตี้ แรงดันการฉีดโดยทั่วไปสำหรับ LSR อยู่ในช่วง 100 ถึง 250 บาร์ ซึ่งต่ำกว่าแรงดันการฉีดเทอร์โมพลาสติกอย่างมาก
หลักการออกแบบแม่พิมพ์เฉพาะสำหรับการประมวลผล LSR
การออกแบบแม่พิมพ์ LSR เป็นไปตามหลักการที่ตรงกันข้ามกับการออกแบบแม่พิมพ์เทอร์โมพลาสติกหลายประการ เนื่องจาก LSR หดตัวเล็กน้อยเมื่อแข็งตัว (โดยทั่วไปแล้วจะเกิดการหดตัวเชิงเส้น 2-4% ขึ้นอยู่กับสารประกอบและสภาวะการแข็งตัว) และมีความหนืดต่ำมากในสถานะที่ไม่มีการบ่ม แม่พิมพ์จึงต้องได้รับการออกแบบโดยมีความคลาดเคลื่อนของเส้นแยกที่เข้มงวดมากขึ้น กลยุทธ์การระบายอากาศที่รุนแรงยิ่งขึ้น และสถาปัตยกรรมด้านความร้อนที่ส่งเสริมการแข็งตัวที่รวดเร็วและสม่ำเสมอทั่วทั้งโพรง โดยทั่วไปแล้ว การสร้างแม่พิมพ์จะใช้เหล็กกล้าเครื่องมือชุบแข็งที่เกรด P20 หรือ H13 โดยมีพื้นผิวของโพรงขัดเงาที่ Ra 0.05 µm หรือดีกว่า เพื่อให้ได้พื้นผิวที่ต้องการในชิ้นส่วน LSR ทางการแพทย์ ออพติคัล หรือเกรดผู้บริโภค
พิกัดความเผื่อของเส้นแบ่งและการป้องกันแฟลช
ความหนืดต่ำของ LSR โดยทั่วไปคือ 50,000 ถึง 300,000 mPa·s ที่อุณหภูมิการฉีด หมายความว่ามันสามารถทะลุช่องว่างที่เล็กเพียง 0.004 มม. ที่แรงดันการฉีด ทำให้เกิดแฟลชที่บางมาก ยากต่อการตัด และไม่เป็นที่ยอมรับในการใช้งานที่มีความแม่นยำ พื้นผิวของเส้นแยกส่วนจะต้องกราวด์ให้เรียบโดยห่างจากหน้าแม่พิมพ์ภายใน 0.005 มม. และแรงจับยึดต้องเพียงพอที่จะยึดเส้นแยกส่วนให้ปิดโดยรับแรงกดจากโพรงตลอดทั้งการฉีดและการแข็งตัว แรงจับยึดที่ต้องการจะคำนวณตามพื้นที่ชิ้นส่วนที่คาดการณ์ไว้และความดันโพรงสูงสุด โดยจะใช้ปัจจัยด้านความปลอดภัยโดยทั่วไปที่ 1.5 ถึง 2 สำหรับแม่พิมพ์ LSR แบบหลายช่องที่ผลิตส่วนประกอบทางการแพทย์ขนาดเล็ก แรงจับยึดที่ 50 ถึง 150 ตันเป็นเรื่องปกติแม้แต่กับเครื่องจักรที่มีขนาดช็อตที่พอประมาณก็ตาม
ยุทธศาสตร์การระบายอากาศเพื่อการอพยพทางอากาศ
อากาศที่ติดอยู่ในโพรงแม่พิมพ์ LSR ไม่สามารถทะลุผ่านวัสดุได้เหมือนที่สามารถทำได้ในกระบวนการเทอร์โมพลาสติกบางชนิดที่ก๊าซถูกดูดซับเข้าสู่วัสดุหลอม อากาศที่กักอยู่ใน LSR ทำให้เกิดช่องว่าง การเติมที่ไม่สมบูรณ์ และข้อบกพร่องที่พื้นผิวซึ่งมองเห็นได้ชัดเจนในสารประกอบ LSR ที่โปร่งใสหรือโปร่งแสง กลยุทธ์การระบายอากาศสองแบบถูกนำมาใช้ในการออกแบบแม่พิมพ์ LSR: การระบายอากาศแบบพาสซีฟผ่านช่องระบายอากาศแบบแยกส่วนที่มีพื้นดินแม่นยำซึ่งมีความลึก 0.003 ถึง 0.005 มม. ซึ่งวางอยู่ที่ตำแหน่งเติมสุดท้าย และการระบายอากาศแบบแอคทีฟซึ่งปั๊มสุญญากาศจะอพยพออกจากโพรงแม่พิมพ์ที่ปิดอยู่ ผ่านช่องระบายอากาศเฉพาะทันทีก่อนการฉีด การขึ้นรูป LSR ที่ใช้ระบบสุญญากาศช่วยนั้นจำเป็นสำหรับชิ้นส่วนรูปทรงที่ซับซ้อน ผนังบางที่ต่ำกว่า 0.5 มม. หรือการใช้งานที่ต้องการปริมาณช่องว่างเป็นศูนย์ เช่นเดียวกับในส่วนประกอบทางการแพทย์แบบฝัง
การออกแบบการระบายความร้อนและเค้าโครงระบบทำความร้อน
อุณหภูมิของแม่พิมพ์ที่สม่ำเสมอเป็นสิ่งจำเป็นสำหรับอัตราการแข็งตัวที่สม่ำเสมอในทุกฟันผุ โดยเฉพาะอย่างยิ่งในเครื่องมือที่มีหลายช่องซึ่งการเปลี่ยนแปลงของอุณหภูมิระหว่างโพรงทำให้เกิดชิ้นส่วนที่มีความแข็ง การหดตัว และคุณสมบัติทางกลที่แตกต่างกัน เครื่องทำความร้อนแบบคาร์ทริดจ์แบบไฟฟ้าเป็นวิธีการทำความร้อนที่ใช้กันทั่วไปสำหรับแม่พิมพ์ LSR ซึ่งติดตั้งในรูปแบบที่มีตำแหน่งที่แม่นยำซึ่งทำให้อุณหภูมิมีความสม่ำเสมอภายใน ±3°C ทั่วทั้งพื้นผิวของโพรง เมื่อวัดที่สภาวะการผลิตในสภาวะคงตัว ตัวควบคุมอุณหภูมิแม่พิมพ์ที่ออกแบบมาเพื่อหน้าที่ LSR จะรักษาความแม่นยำของจุดที่ตั้งไว้ที่ ±1°C และตอบสนองต่อการดึงความร้อนอย่างรวดเร็วซึ่งเกิดจากการฉีด LSR เย็นลงบนพื้นผิวแม่พิมพ์ที่ร้อนในแต่ละรอบ การวางเทอร์โมคัปเปิลภายใน 5 มม. จากพื้นผิวของคาวิตี้—แทนที่จะอยู่ในฐานแม่พิมพ์—ให้การตอบสนองอุณหภูมิของคาวิตี้ที่เป็นตัวแทนมากขึ้นและการควบคุมที่เข้มงวดมากขึ้น
พารามิเตอร์กระบวนการหลักและผลกระทบต่อคุณภาพของชิ้นส่วน
การควบคุมกระบวนการฉีดขึ้นรูป LSR เพื่อให้ได้ชิ้นส่วนที่สม่ำเสมอและปราศจากข้อบกพร่องจำเป็นต้องเข้าใจว่าพารามิเตอร์แต่ละกระบวนการมีอิทธิพลต่อผลลัพธ์สุดท้ายอย่างไร ตารางต่อไปนี้สรุปพารามิเตอร์ที่สำคัญ ช่วงการทำงานโดยทั่วไป และคุณลักษณะด้านคุณภาพที่มีผลกระทบหลัก:
| พารามิเตอร์ | ช่วงทั่วไป | ผลกระทบด้านคุณภาพหลัก |
| อุณหภูมิแม่พิมพ์ | 150–220°ซ | ความสมบูรณ์ของการรักษา รอบเวลา การหดตัว |
| ความเร็วในการฉีด | ความเร็วสกรู 10–80 มม./วินาที | เติมสมดุล อากาศกัก ความเสี่ยงแฟลช |
| แรงดันการฉีด | 100–250 บาร์ | การเติมโพรง, การพรากจากกันแบบแฟลช |
| เวลารักษา | 15–90 วินาที | สมบัติทางกล ความสามารถในการฉีกขาดของชิ้นส่วน |
| อุณหภูมิของวัสดุ (บาร์เรล) | 5–25°ซ | อายุหม้อ ป้องกันการเกิดเจลก่อนวัยอันควร |
| อัตราส่วนการให้ยา (A:B) | 1:1 ± 1% | ความแข็ง ความหนาแน่นของครอสลิงก์ เซ็ตการบีบอัด |
เวลาในการแข็งตัวมีอิทธิพลอย่างยิ่งเนื่องจากชิ้นส่วน LSR ที่ผ่านการบ่มน้อยเกินไปจะฉีกขาดระหว่างการถอดชิ้นส่วนออก ในขณะที่รอบเวลาของของเสียที่บ่มตัวมากเกินไปอย่างมีนัยสำคัญโดยไม่ได้ปรับปรุงคุณสมบัติทางกลอย่างมีนัยสำคัญเมื่อได้รับความหนาแน่นของการเชื่อมขวางแบบเต็ม ระยะเวลาการแข็งตัวขั้นต่ำสำหรับอุณหภูมิแม่พิมพ์ที่กำหนดนั้นกำหนดขึ้นผ่านการศึกษาการแข็งตัว โดยที่ชิ้นส่วนต่างๆ จะถูกถอดออกในช่วงเวลาที่สั้นลงเรื่อยๆ และทดสอบความต้านทานการฉีกขาดและค่าแรงอัด จนกว่าจะระบุเวลาการแข็งตัวขั้นต่ำที่ยอมรับได้ ในการผลิต ค่าเผื่อด้านความปลอดภัย 10–15% จะถูกเพิ่มเข้ากับเวลาการแข็งตัวขั้นต่ำเพื่อพิจารณาความแปรผันของกระบวนการปกติ
การออกแบบชิ้นส่วน LSR เพื่อการขึ้นรูปและประสิทธิภาพ
การออกแบบชิ้นส่วนสำหรับการฉีดขึ้นรูป LSR ต้องคำนึงถึงการผสมผสานที่เป็นเอกลักษณ์ของวัสดุ ได้แก่ ความยืดหยุ่นสูง โมดูลัสต่ำ และการหดตัวของการแข็งตัวอย่างมีนัยสำคัญ กฎการออกแบบหลายข้อใช้เฉพาะกับ LSR ซึ่งแตกต่างจากแนวทางการออกแบบยางซิลิโคนทั้งเทอร์โมพลาสติกและยางซิลิโคนอัดขึ้นรูป:
- ความสม่ำเสมอของความหนาของผนัง: LSR ไหลเข้าสู่ส่วนที่บางได้อย่างง่ายดาย แต่ความหนาของผนังที่ไม่สม่ำเสมอสูงทำให้เกิดอัตราการแข็งตัวและความเค้นตกค้างที่แตกต่างกัน ซึ่งทำให้เกิดการบิดเบี้ยวหลังจากการรื้อถอน การรักษาความแปรผันของความหนาของผนังภายในอัตราส่วนสูงสุด 3:1 และตามหลักการคือ 2:1 ทั่วทั้งชิ้นส่วนจะช่วยลดผลกระทบนี้ให้เหลือน้อยที่สุด การเปลี่ยนระหว่างส่วนที่หนาและบางควรค่อยๆ มีรัศมี แทนที่จะเป็นขั้นฉับพลัน
- มุมร่างสำหรับการรื้อถอน: แม้ว่าความยืดหยุ่นสูงของ LSR หมายความว่าสามารถยืดออกเหนือรอยตัดและหลุดออกจากแม่พิมพ์ได้ แต่มุมร่างที่ 3° ถึง 5° ต่อด้านบนผนังภายในจะช่วยลดแรงในการรื้อถอนที่จำเป็นและยืดอายุแม่พิมพ์ สำหรับพื้นผิวที่มีพื้นผิวหรือติดแน่น แนะนำให้ใช้มุมร่างที่สูงขึ้นที่ 5° ถึง 10° เพื่อป้องกันการฉีกขาดของพื้นผิวในระหว่างการดีดชิ้นส่วนออก
- ตำแหน่งประตูและขนาด: ประตู LSR ควรอยู่ที่หน้าตัดที่หนาที่สุดของชิ้นส่วนเพื่อให้วัสดุไหลจากหนาไปบาง ซึ่งช่วยลดความเสี่ยงของช็อตสั้นในลักษณะที่ละเอียด ประตูอุโมงค์และประตูพินสามารถปิดประตูอัตโนมัติได้เองอย่างหมดจดใน LSR เนื่องจากวัสดุมีความยืดหยุ่นในการคืนตัว ทำให้เป็นที่นิยมมากกว่าประตูขอบที่ทิ้งรอยไว้เป็นพยานซึ่งจำเป็นต้องตัดแต่งด้วยมือ
- การชดเชยการหดตัวในขนาดช่อง: LSR จะหดตัว 2–4% ในเชิงเส้นตรงหลังจากการสาธิตและหลังการบ่ม และขนาดของช่องจะต้องขยายตามการหดตัวที่คาดหวังเพื่อให้ได้ขนาดชิ้นส่วนเป้าหมาย การหดตัวจะแตกต่างกันไปขึ้นอยู่กับ Durometer ของสารประกอบ อุณหภูมิในการบ่ม และรูปทรงของชิ้นส่วน ดังนั้นการทดลองเครื่องมือเบื้องต้นจึงมีความสำคัญในการสอบเทียบการหดตัวจริงสำหรับสารประกอบแต่ละชนิดและการออกแบบแม่พิมพ์ก่อนที่เครื่องมือจะเสร็จสิ้น
ข้อบกพร่องทั่วไปในการขึ้นรูป LSR และสาเหตุที่แท้จริง
แม้จะมีแม่พิมพ์ที่ได้รับการออกแบบมาอย่างดีและเครื่องจักรที่ได้รับการกำหนดค่าอย่างเหมาะสม การฉีดขึ้นรูป LSR ยังมีความเสี่ยงต่อชุดของข้อบกพร่องที่เกิดซ้ำซึ่งจำเป็นต้องมีการวินิจฉัยอย่างเป็นระบบและการปรับเปลี่ยนกระบวนการเพื่อแก้ไข การระบุสาเหตุที่แท้จริงของข้อบกพร่องแต่ละอย่าง ไม่ว่าจะอยู่ในเครื่องจักร แม่พิมพ์ วัสดุ หรือพารามิเตอร์ของกระบวนการ เป็นสิ่งสำคัญในการดำเนินการแก้ไขที่มีประสิทธิผล แทนที่จะปกปิดอาการด้วยการเปลี่ยนแปลงพารามิเตอร์การชดเชย
- แฟลช: ข้อบกพร่อง LSR ที่พบบ่อยที่สุด เกิดจากแรงดันการฉีดที่มากเกินไป แรงจับยึดไม่เพียงพอ พื้นผิวของเส้นแยกจากกันที่สึกหรอหรือเกินพิกัดความเผื่อ หรือการโก่งตัวของแม่พิมพ์ภายใต้ความดันในโพรง การดำเนินการแก้ไขประกอบด้วยการตรวจสอบความเพียงพอของแรงจับยึด การเจียรพื้นผิวเส้นแยกส่วนใหม่ การลดความเร็วและแรงดันในการฉีด และการตรวจสอบความเรียบของแผ่นแม่พิมพ์และสภาพของเสารองรับ
- ช็อตสั้นๆ และการเติมที่ไม่สมบูรณ์: เกิดจากปริมาณการยิงไม่เพียงพอ ช่องระบายอากาศถูกปิดกั้น การกักเก็บอากาศ หรือวัสดุที่เกิดการเจลบางส่วนในถังหรือทางวิ่งเย็นเนื่องจากการผันผวนของอุณหภูมิ การตรวจสอบและทำความสะอาดช่องระบายอากาศ การตรวจสอบอุณหภูมิของกระบอกสูบและโคลด์รันเนอร์ และการเพิ่มปริมาตรช็อตเล็กน้อยเป็นขั้นตอนการวินิจฉัยขั้นแรก
- การฉีกขาดระหว่างการรื้อถอน: บ่งชี้ว่าอยู่ระหว่างการบ่มเนื่องจากเวลาบ่มไม่เพียงพอหรืออุณหภูมิแม่พิมพ์ต่ำ การขยายเวลาการพักตัวหรือการเพิ่มอุณหภูมิแม่พิมพ์ขึ้น 5–10°C จะช่วยแก้ปัญหาการฉีกขาดส่วนใหญ่ได้ การฉีกขาดอย่างต่อเนื่องบนรูปทรงที่ซับซ้อนอาจบ่งบอกถึงปัญหาการออกแบบแม่พิมพ์ ซึ่งรูปทรงของชิ้นส่วนสร้างความเข้มข้นของความเค้นในระหว่างการดีดออกซึ่งต้องมีการปรับเปลี่ยนการออกแบบ
- ความแปรผันของความแข็งระหว่างฟันผุ: เกิดจากอุณหภูมิของแม่พิมพ์ไม่สม่ำเสมอทั่วทั้งแผ่นคาวิตี้ ซึ่งสร้างอัตราการแข็งตัวที่แตกต่างกันในคาวิตี้ที่แตกต่างกัน การทำแผนที่เทอร์โมคัปเปิลของพื้นผิวแม่พิมพ์ในระหว่างการผลิตจะระบุโซนร้อนและเย็น และการปรับตำแหน่งเครื่องทำความร้อนหรือการกระจายพลังงานเพื่อให้เกิดความสม่ำเสมอทางความร้อนภายในข้อกำหนด