เครื่องฉีดขึ้นรูปลูกถ้วย แสดงถึงความก้าวหน้าที่สำคัญในการผลิตชิ้นส่วนไฟฟ้า โดยเฉพาะอย่างยิ่งสำหรับการผลิตวัสดุฉนวนคุณภาพสูงที่ใช้ในการส่งกำลัง ระบบจำหน่าย และการใช้งานทางไฟฟ้าต่างๆ เครื่องจักรเฉพาะทางเหล่านี้ผสมผสานวิศวกรรมที่มีความแม่นยำเข้ากับเทคโนโลยีการประมวลผลโพลีเมอร์ขั้นสูงเพื่อสร้างส่วนประกอบฉนวนที่ตรงตามมาตรฐานความปลอดภัยทางไฟฟ้าที่เข้มงวดและข้อกำหนดด้านประสิทธิภาพ วิวัฒนาการของเครื่องจักรเหล่านี้ได้เปลี่ยนวิธีที่ผู้ผลิตเข้าถึงการผลิตฉนวน ทำให้ได้ปริมาณผลผลิตที่สูงขึ้น ความสม่ำเสมอที่ดีขึ้น และปรับปรุงคุณสมบัติของวัสดุที่จำเป็นสำหรับโครงสร้างพื้นฐานทางไฟฟ้าสมัยใหม่
ความต้องการฉนวนไฟฟ้าที่เชื่อถือได้ทั่วโลกยังคงเพิ่มขึ้นอย่างต่อเนื่อง เนื่องจากระบบโครงข่ายไฟฟ้ามีการขยายตัว และระบบพลังงานหมุนเวียนมีการขยายตัวมากขึ้น เทคโนโลยีการฉีดขึ้นรูปกลายเป็นวิธีการผลิตที่ต้องการ เนื่องจากความสามารถในการผลิตรูปทรงที่ซับซ้อนพร้อมความแม่นยำของขนาดที่ดีเยี่ยม ขณะเดียวกันก็รักษาคุณสมบัติไดอิเล็กทริกที่สำคัญซึ่งจำเป็นสำหรับฉนวนไฟฟ้า การทำความเข้าใจความสามารถ เกณฑ์การคัดเลือก และข้อควรพิจารณาในการปฏิบัติงานของเครื่องจักรเหล่านี้ถือเป็นสิ่งสำคัญสำหรับผู้ผลิตที่ต้องการเพิ่มประสิทธิภาพกระบวนการผลิตและส่งมอบผลิตภัณฑ์ฉนวนที่เหนือกว่าออกสู่ตลาด
ทำความเข้าใจเทคโนโลยีหลักเบื้องหลังการฉีดขึ้นรูปฉนวน
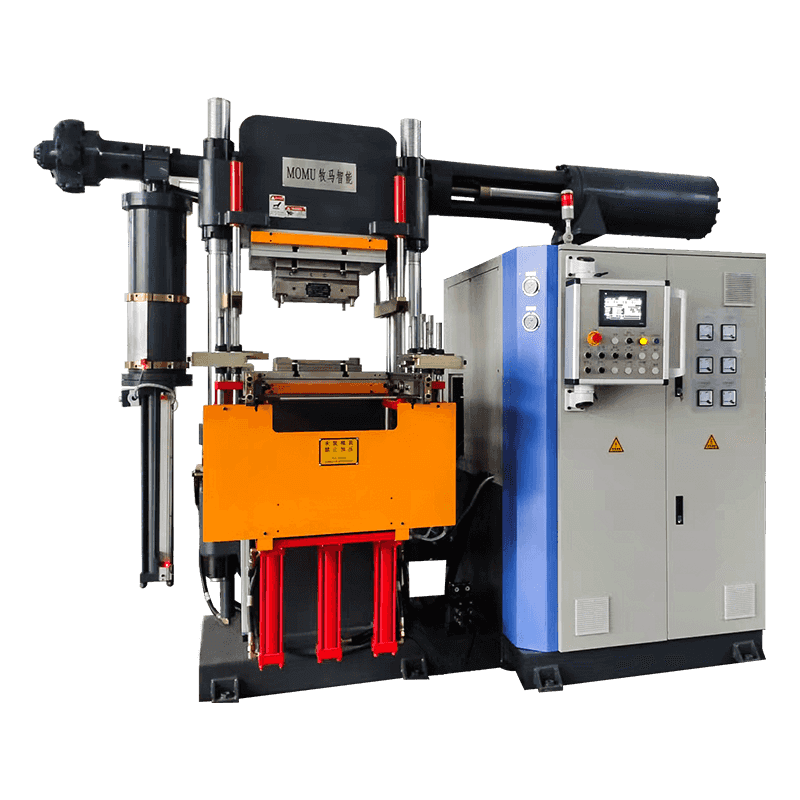
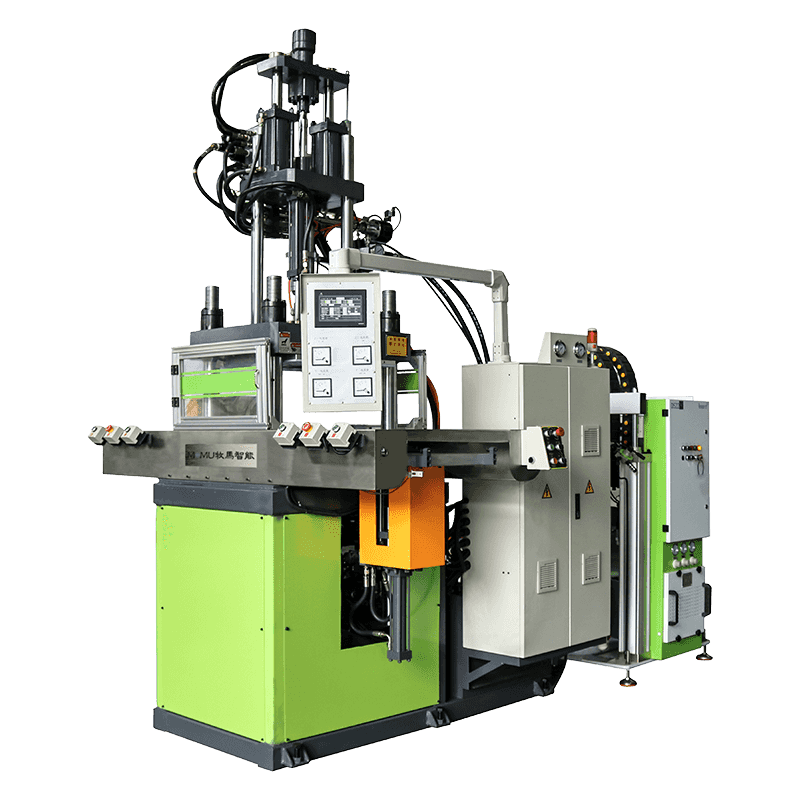
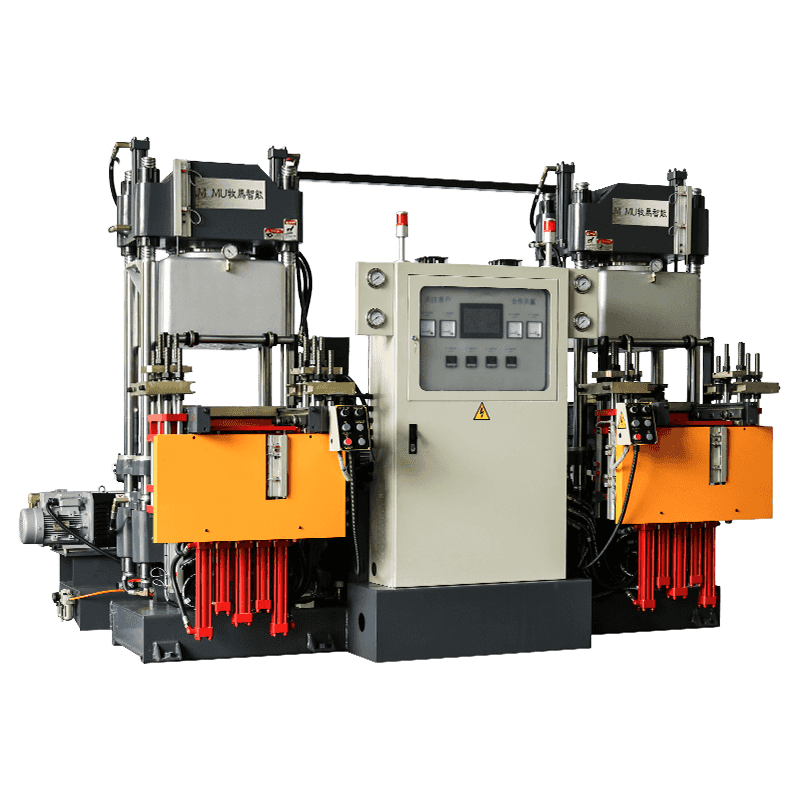
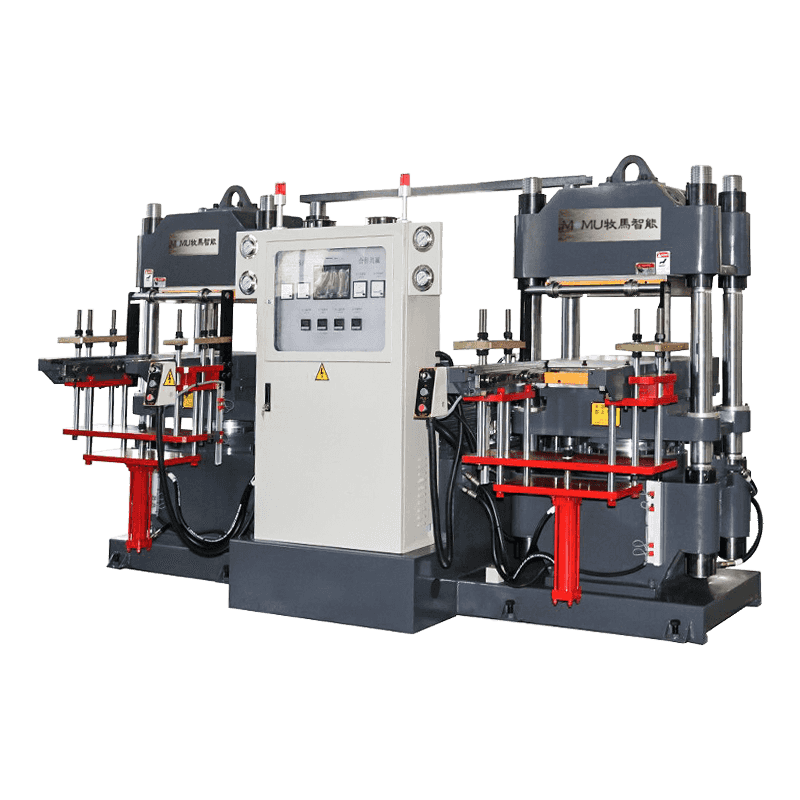
เครื่องฉีดขึ้นรูปลูกถ้วยทำงานบนหลักการพื้นฐานที่ดัดแปลงมาโดยเฉพาะสำหรับการแปรรูปวัสดุเทอร์โมพลาสติกและเทอร์โมเซตติงที่มีคุณสมบัติเป็นฉนวนที่ดีเยี่ยม กระบวนการนี้เริ่มต้นด้วยวัสดุโพลีเมอร์ดิบ ซึ่งโดยทั่วไปคืออีพอกซีเรซิน ยางซิลิโคน โพลิเอทิลีน หรือสารประกอบพิเศษอื่นๆ จะถูกป้อนเข้าไปในถังที่ให้ความร้อน จากนั้นจึงหลอมละลายและทำให้เป็นเนื้อเดียวกัน จากนั้นวัสดุที่หลอมละลายจะถูกฉีดภายใต้แรงดันสูงเข้าไปในแม่พิมพ์ที่ได้รับการออกแบบทางวิศวกรรมอย่างแม่นยำ ซึ่งจะกำหนดรูปร่างและขนาดสุดท้ายของส่วนประกอบฉนวน
สิ่งที่ทำให้เครื่องฉีดขึ้นรูปฉนวนแตกต่างจากอุปกรณ์ฉีดขึ้นรูปมาตรฐานคือการกำหนดค่าเฉพาะสำหรับการขนถ่ายวัสดุที่มีคุณสมบัติทางไฟฟ้าและความร้อนเฉพาะ เครื่องจักรเหล่านี้รวมเอาระบบควบคุมอุณหภูมิที่แม่นยำซึ่งรักษาสภาวะการประมวลผลที่เหมาะสมที่สุดสำหรับฉนวนโพลีเมอร์ ซึ่งมักจะมีหน้าต่างการประมวลผลที่แคบ หน่วยฉีดได้รับการออกแบบเพื่อจัดการกับวัสดุที่มีความหนืดแตกต่างกัน และอาจมีคุณสมบัติเช่น การไล่ก๊าซแบบสุญญากาศ เพื่อกำจัดช่องอากาศที่อาจส่งผลต่อความเป็นฉนวน
ระบบจับยึดในเครื่องจักรเหล่านี้จะต้องมีแรงเพียงพอในการปิดแม่พิมพ์ระหว่างการฉีด ในขณะเดียวกันก็รองรับลักษณะการขยายตัวทางความร้อนของวัสดุฉนวนด้วย เครื่องจักรสมัยใหม่มักมีระบบขับเคลื่อนเซอร์โว-ไฮดรอลิกหรือไฟฟ้าทั้งหมดที่ให้การควบคุมความเร็วการฉีด ความดัน และเวลาในการจับยึดที่แม่นยำ ซึ่งเป็นพารามิเตอร์ที่ส่งผลโดยตรงต่อคุณสมบัติทางไฟฟ้า ความแข็งแรงทางกล และผิวสำเร็จของผลิตภัณฑ์ขั้นสุดท้าย
วัสดุสำคัญที่ผ่านกระบวนการฉีดขึ้นรูปฉนวน
การเลือกวัสดุฉนวนที่เหมาะสมเป็นพื้นฐานของความสำเร็จในการผลิตฉนวน การใช้งานที่แตกต่างกันต้องใช้วัสดุที่มีคุณสมบัติต้านทานไฟฟ้า เครื่องกล และสิ่งแวดล้อมโดยเฉพาะ การทำความเข้าใจเกี่ยวกับวัสดุเหล่านี้ช่วยให้ผู้ผลิตเลือกการกำหนดค่าเครื่องจักรและพารามิเตอร์การประมวลผลที่เหมาะสมได้
| ประเภทวัสดุ | การใช้งานหลัก | คุณสมบัติที่สำคัญ |
| อีพอกซีเรซิน | ฉนวนไฟฟ้าแรงสูง, บูช | ความเป็นฉนวนที่ดีเยี่ยมเสถียรภาพทางความร้อน |
| ยางซิลิโคน | ฉนวนกลางแจ้ง อุปกรณ์เสริมสายเคเบิล | ทนต่อสภาพอากาศ ไม่ชอบน้ำ มีความยืดหยุ่น |
| โพลีเอทิลีน (PE) | ฉนวนสายเคเบิล ส่วนประกอบแรงดันต่ำ | การสูญเสียอิเล็กทริกต่ำ ทนต่อความชื้น |
| สารประกอบ BMC/DMC | ชิ้นส่วนเซอร์กิตเบรกเกอร์, สวิตช์เกียร์ | ความต้านทานส่วนโค้ง ความเสถียรของมิติ |
วัสดุแต่ละประเภทต้องมีการกำหนดค่าเครื่องจักรและพารามิเตอร์การประมวลผลเฉพาะ วัสดุเทอร์โมเซตติง เช่น อีพอกซีเรซินและสารประกอบ BMC ต้องการเครื่องจักรที่มีการออกแบบสกรูแบบพิเศษและโปรไฟล์การทำความร้อนเพื่อเริ่มต้นและควบคุมกระบวนการบ่มภายในแม่พิมพ์ วัสดุเหล่านี้ไม่สามารถนำไปหลอมใหม่ได้เมื่อบ่มแล้ว ทำให้การควบคุมกระบวนการมีความสำคัญอย่างยิ่งในการลดของเสียและรับประกันคุณภาพที่สม่ำเสมอ ในทางกลับกัน วัสดุเทอร์โมพลาสติก เช่น โพลีเอทิลีน ให้ความยืดหยุ่นในการแปรรูปซ้ำ แต่ต้องมีการควบคุมความเย็นที่แม่นยำเพื่อให้ได้ความเป็นผลึกและคุณสมบัติทางไฟฟ้าที่เหมาะสมที่สุด
ข้อมูลจำเพาะของเครื่องที่สำคัญและเกณฑ์การคัดเลือก
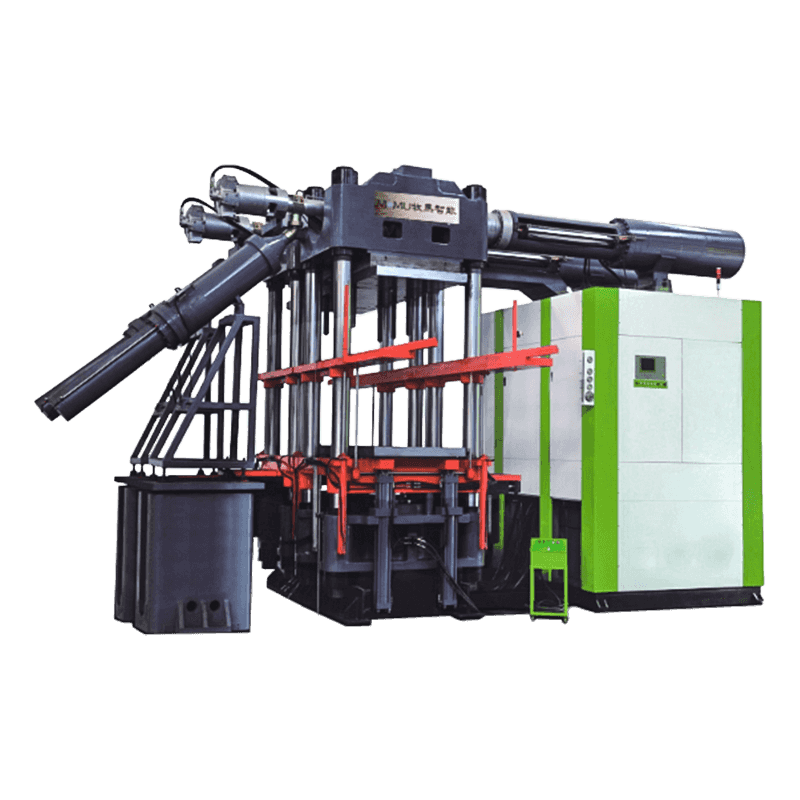
การเลือกเครื่องฉีดขึ้นรูปฉนวนที่เหมาะสมจำเป็นต้องพิจารณาข้อกำหนดทางเทคนิคหลายประการอย่างรอบคอบ ซึ่งสอดคล้องกับข้อกำหนดการผลิตและคุณลักษณะของผลิตภัณฑ์ แรงจับยึดถือเป็นข้อกำหนดพื้นฐานที่สุดประการหนึ่ง โดยทั่วไปจะอยู่ระหว่าง 50 ถึง 2,000 ตันสำหรับการผลิตฉนวน พารามิเตอร์นี้ต้องเพียงพอที่จะตอบสนองต่อแรงดันในการฉีดและป้องกันการแยกตัวของแม่พิมพ์ ซึ่งจะทำให้เกิดการก่อตัวของแฟลชและความไม่ถูกต้องของมิติ แรงจับยึดที่ต้องการขึ้นอยู่กับพื้นที่ที่ฉายของชิ้นส่วนและแรงดันการฉีดที่จำเป็นในการเติมรูปทรงที่ซับซ้อน
ความสามารถในการฉีดและขนาดการฉีดเป็นตัวกำหนดปริมาณวัสดุสูงสุดที่สามารถฉีดได้ในหนึ่งรอบ สำหรับการผลิตฉนวน ข้อกำหนดนี้ไม่เพียงแต่ต้องคำนึงถึงปริมาณชิ้นส่วนเท่านั้น แต่ยังรวมถึงระบบรางวิ่งและของเสียที่อาจเกิดขึ้นด้วย โดยทั่วไปแล้ว เครื่องจักรจะถูกเลือกโดยใช้ความสามารถในการยิง 40-70% เพื่อให้แน่ใจว่ามีการขึ้นรูปพลาสติกสม่ำเสมอ และหลีกเลี่ยงการเสื่อมสภาพของวัสดุเนื่องจากเวลาที่อยู่ในถังนานเกินไป
ปัจจัยต่อไปนี้มีความสำคัญเมื่อประเมินข้อมูลจำเพาะของเครื่องจักร:
- การออกแบบสกรูและอัตราส่วน L/D ที่เหมาะสมสำหรับวัสดุฉนวนเฉพาะ พร้อมสกรูเฉพาะสำหรับสารประกอบเทอร์โมเซตติงที่มีอัตราส่วนการอัดที่ลดลงและวาล์วกันกลับที่เหมาะสำหรับวัสดุที่ทำปฏิกิริยา
- โซนควบคุมอุณหภูมิที่มีความสามารถในการทำความร้อนและความเย็นเพียงพอเพื่อรักษาโปรไฟล์ความร้อนที่แม่นยำ โดยเฉพาะอย่างยิ่งสำคัญอย่างยิ่งสำหรับวัสดุที่มีหน้าต่างการประมวลผลแคบ
- ความสามารถในการฉีดความเร็วและการควบคุมแรงดันที่ช่วยให้โปรไฟล์การฉีดแบบหลายขั้นตอนสามารถปรับรูปแบบการไหลให้เหมาะสมและลดความเครียดภายใน
- ระบบควบคุมอุณหภูมิแม่พิมพ์ที่สามารถรักษาอุณหภูมิที่สม่ำเสมอบนพื้นผิวแม่พิมพ์ขนาดใหญ่ โดยมักจะต้องใช้หน่วยควบคุมอุณหภูมิภายนอกที่มีความสามารถในการทำความร้อนและความเย็น
- ความซับซ้อนของระบบควบคุมด้วยการบันทึกข้อมูล การตรวจสอบกระบวนการ และการบูรณาการการควบคุมคุณภาพ เพื่อให้มั่นใจถึงความสามารถในการตรวจสอบย้อนกลับและการผลิตที่สม่ำเสมอ
การเพิ่มประสิทธิภาพกระบวนการผลิตสำหรับฉนวนคุณภาพ
การบรรลุคุณภาพที่สม่ำเสมอในการผลิตฉนวนต้องอาศัยการปรับพารามิเตอร์กระบวนการฉีดขึ้นรูปอย่างพิถีพิถัน ความสัมพันธ์ระหว่างเงื่อนไขการประมวลผลและคุณสมบัติของผลิตภัณฑ์ขั้นสุดท้ายนั้นซับซ้อน โดยมีตัวแปรหลายตัวโต้ตอบกันเพื่อส่งผลต่อประสิทธิภาพทางไฟฟ้า ความแข็งแรงทางกล และความแม่นยำของมิติ การจัดการอุณหภูมิอาจเป็นปัจจัยที่สำคัญที่สุด ซึ่งส่งผลต่อลักษณะการไหลของวัสดุ อัตราการรักษาสำหรับวัสดุเทอร์โมเซตติง และพฤติกรรมการตกผลึกในเทอร์โมพลาสติก
โปรไฟล์อุณหภูมิถังจะต้องถูกสร้างขึ้นอย่างระมัดระวังโดยพิจารณาจากวัสดุเฉพาะที่กำลังดำเนินการ สำหรับฉนวนที่ใช้อีพอกซี โดยทั่วไปอุณหภูมิจะอยู่ระหว่าง 80-120°C เพื่อให้ของเหลวเรซินไม่เกิดการบ่มก่อนเวลาอันควร อุณหภูมิแม่พิมพ์สำหรับวัสดุเทอร์โมเซตติงจะสูงขึ้นอย่างมาก ซึ่งมักจะอยู่ที่ 150-180°C เพื่อช่วยให้การบ่มสมบูรณ์ภายในระยะเวลาที่ยอมรับได้ อุณหภูมิแม่พิมพ์ที่สูงขึ้นเหล่านี้ต้องใช้ระบบทำความร้อนและฉนวนแบบพิเศษเพื่อรักษาเสถียรภาพทางความร้อนและความปลอดภัยของผู้ปฏิบัติงาน

ความเร็วการฉีดและการเพิ่มประสิทธิภาพแรงดัน
ขั้นตอนการฉีดส่งผลกระทบอย่างยิ่งต่อโครงสร้างภายในและคุณภาพพื้นผิวของผลิตภัณฑ์ขั้นสุดท้าย ความเร็วในการฉีดที่สูงอาจทำให้เกิดการพุ่งออกมา รอยการไหล และความร้อนจากแรงเฉือนที่มากเกินไป ซึ่งอาจทำให้โพลีเมอร์เสื่อมคุณภาพหรือสร้างส่วนเชื่อมต่อที่อ่อนแอ ในทางกลับกัน การฉีดที่ช้าเกินไปอาจส่งผลให้การบรรจุไม่สมบูรณ์ โดยเฉพาะอย่างยิ่งในรูปทรงที่ซับซ้อนซึ่งมีส่วนที่บางหรือเส้นทางการไหลที่ยาว โปรไฟล์การฉีดแบบหลายขั้นตอนช่วยให้ผู้ผลิตสามารถปรับสมดุลข้อกำหนดที่แข่งขันกันเหล่านี้ได้ โดยใช้ความเร็วที่สูงขึ้นสำหรับการบรรจุจำนวนมาก ตามด้วยความเร็วที่ช้าลงเมื่อแม่พิมพ์ใกล้จะเสร็จสมบูรณ์
การคงแรงกดและเวลาไว้ทำให้แน่ใจได้ว่าการบรรจุโพรงแม่พิมพ์จะเพียงพอในขณะที่วัสดุเย็นตัวลงและหดตัว สำหรับลูกถ้วย การบรรจุอย่างเหมาะสมถือเป็นสิ่งสำคัญเพื่อลดช่องว่างและรักษาความคลาดเคลื่อนของขนาด โดยทั่วไปแรงดันในการจับจะอยู่ที่ 40-70% ของแรงดันการฉีดสูงสุด และจะคงอยู่จนกว่าประตูจะแข็งตัว ป้องกันการไหลย้อนกลับในขณะที่ชดเชยการหดตัวตามปริมาตร
ข้อควรพิจารณาในการออกแบบแม่พิมพ์สำหรับฉนวนไฟฟ้า
แม่พิมพ์เป็นส่วนประกอบที่สำคัญในระบบการฉีดขึ้นรูปฉนวน ซึ่งส่งผลโดยตรงต่อคุณภาพของผลิตภัณฑ์ ประสิทธิภาพการผลิต และต้นทุนการผลิต แม่พิมพ์ฉนวนต้องได้รับการออกแบบโดยคำนึงถึงข้อกำหนดทางไฟฟ้าอย่างระมัดระวัง โดยผสมผสานคุณสมบัติที่ส่งเสริมการกระจายวัสดุที่สม่ำเสมอ ลดความเข้มข้นของความเค้น และอำนวยความสะดวกในการเติมรูปทรงเรขาคณิตที่ซับซ้อน เช่น เพิง ซี่โครง และส่วนต่อประสานฮาร์ดแวร์สำหรับติดตั้ง
การออกแบบและตำแหน่งของประตูส่งผลกระทบอย่างมากต่อคุณสมบัติของผลิตภัณฑ์ขั้นสุดท้าย สำหรับฉนวน ประตูมักจะอยู่ในตำแหน่งเพื่อให้แน่ใจว่าการบรรจุมีความสมดุลและลดรอยเชื่อมในบริเวณที่มีความเครียดสูง อาจใช้ระบบประตูหลายระบบสำหรับฉนวนขนาดใหญ่เพื่อลดแรงดันในการฉีดและปรับปรุงการกระจายวัสดุ ต้องเลือกประเภทประตู ไม่ว่าจะเป็นขอบ เรือดำน้ำ หรือทางวิ่งร้อน โดยพิจารณาจากคุณลักษณะของวัสดุ รูปทรงของชิ้นส่วน และข้อกำหนดด้านสุนทรียศาสตร์
การระบายอากาศเป็นสิ่งสำคัญอย่างยิ่งสำหรับแม่พิมพ์ฉนวนเนื่องจากความต้องการไดอิเล็กทริกของผลิตภัณฑ์ขั้นสุดท้าย อากาศที่ติดอยู่สามารถสร้างช่องว่างที่รวมความเครียดทางไฟฟ้าและนำไปสู่ความล้มเหลวก่อนเวลาอันควร ช่องระบายอากาศที่เพียงพอ โดยทั่วไปมีความลึก 0.02-0.05 มม. จะต้องรวมอยู่ในจุดสิ้นสุดการไหลและรอบหมุดแกนในขณะที่ตื้นพอที่จะป้องกันไม่ให้วัสดุวาบไฟ
การควบคุมคุณภาพและมาตรฐานการทดสอบ
การประกันคุณภาพในการผลิตฉนวนขยายขอบเขตไปไกลกว่าการตรวจสอบมิติ โดยครอบคลุมถึงการทดสอบทางไฟฟ้าและการตรวจสอบคุณสมบัติของวัสดุ การดำเนินการฉีดขึ้นรูปลูกถ้วยสมัยใหม่รวมเอาระบบการตรวจสอบในสายการผลิตที่ติดตามพารามิเตอร์กระบวนการที่สำคัญแบบเรียลไทม์ ให้ผลตอบรับทันทีเกี่ยวกับความเสถียรของกระบวนการ และช่วยให้สามารถแทรกแซงได้อย่างรวดเร็วเมื่อเกิดการเบี่ยงเบน
โปรโตคอลการทดสอบทางไฟฟ้าสำหรับลูกถ้วยขึ้นรูปโดยทั่วไปจะรวมถึงการทดสอบความเป็นฉนวน ซึ่งจะตรวจสอบความสามารถของวัสดุในการทนต่อระดับแรงดันไฟฟ้าที่ระบุโดยไม่พังทลาย การทดสอบนี้ดำเนินการกับชิ้นส่วนตัวอย่างจากแต่ละชุดการผลิตโดยใช้อุปกรณ์ทดสอบไฟฟ้าแรงสูงที่สอบเทียบแล้ว การทดสอบทางไฟฟ้าเพิ่มเติมอาจรวมถึงการวัดความต้านทานพื้นผิวและปริมาตร การประเมินความต้านทานการติดตาม และการทดสอบการคายประจุบางส่วนสำหรับการใช้งานไฟฟ้าแรงสูง
การทดสอบคุณสมบัติทางกลช่วยให้มั่นใจได้ว่าลูกถ้วยสามารถทนต่อความเค้นในการติดตั้งและภาระการบริการได้ การทดสอบทั่วไปได้แก่ ความต้านทานแรงดึง ความต้านทานแรงดัดงอ และการวัดความต้านทานแรงกระแทก การทดสอบด้านสิ่งแวดล้อมจำลองผลกระทบจากการเสื่อมสภาพผ่านการเร่งสภาพอากาศ การหมุนเวียนด้วยความร้อน และการสัมผัสกับสารเคมีหรือรังสี UV เพื่อตรวจสอบความน่าเชื่อถือด้านประสิทธิภาพในระยะยาวของฉนวน
แนวทางปฏิบัติที่ดีที่สุดในการบำรุงรักษาและการปฏิบัติงาน
การบำรุงรักษาเครื่องฉีดขึ้นรูปฉนวนให้อยู่ในสภาพที่เหมาะสมจำเป็นต้องมีโปรแกรมการบำรุงรักษาเชิงป้องกันอย่างเป็นระบบซึ่งจัดการทั้งระบบทางกลและระบบความร้อน การตรวจสอบและการบริการอย่างสม่ำเสมอป้องกันการหยุดทำงานที่ไม่คาดคิดและรับประกันคุณภาพของผลิตภัณฑ์ที่สอดคล้องกัน ระบบไฮดรอลิกจำเป็นต้องเปลี่ยนน้ำมันเป็นระยะ เปลี่ยนไส้กรอง และการทดสอบแรงดันเพื่อรักษาการควบคุมที่ตอบสนองและป้องกันการปนเปื้อน เครื่องจักรเซอร์โวไฟฟ้าต้องมีการตรวจสอบบอลสกรู ลิเนียร์ไกด์ และส่วนประกอบทางไฟฟ้าเป็นประจำ เพื่อให้มั่นใจในความแม่นยำและความน่าเชื่อถือ
ชุดประกอบกระบอกและสกรูต้องการความสนใจเป็นพิเศษเนื่องจากการสัมผัสกับอุณหภูมิสูงและสารตัวเติมที่มีฤทธิ์กัดกร่อนซึ่งพบได้ทั่วไปในสารประกอบฉนวน การตรวจสอบรูปแบบการสึกหรอเป็นประจำ ขั้นตอนการไล่อากาศที่เหมาะสมระหว่างการเปลี่ยนแปลงวัสดุ และการเปลี่ยนส่วนประกอบที่สึกหรออย่างทันท่วงที ช่วยป้องกันปัญหาด้านคุณภาพและการปนเปื้อนของวัสดุ เซ็นเซอร์อุณหภูมิและองค์ประกอบความร้อนควรได้รับการปรับเทียบเป็นระยะเพื่อให้มั่นใจถึงการควบคุมความร้อนที่แม่นยำ
การฝึกอบรมผู้ปฏิบัติงานแสดงถึงแง่มุมที่มักถูกประเมินต่ำเกินไปสำหรับความสำเร็จในการผลิตฉนวน บุคลากรที่ได้รับการฝึกอบรมมาอย่างดีสามารถระบุสัญญาณเตือนล่วงหน้าของการเบี่ยงเบนของกระบวนการ ตอบสนองต่อปัญหาด้านคุณภาพได้อย่างเหมาะสม และปรับการตั้งค่าเครื่องจักรให้เหมาะสมสำหรับผลิตภัณฑ์หรือวัสดุใหม่ โปรแกรมการฝึกอบรมที่ครอบคลุมควรครอบคลุมถึงการทำงานของเครื่องจักร ระเบียบปฏิบัติด้านความปลอดภัย การจัดการวัสดุ ขั้นตอนการตรวจสอบคุณภาพ และเทคนิคการแก้ไขปัญหาเบื้องต้น การจัดทำเอกสารพารามิเตอร์กระบวนการ กิจกรรมการบำรุงรักษา และตัวชี้วัดคุณภาพช่วยให้สามารถปรับปรุงได้อย่างต่อเนื่อง และให้ข้อมูลที่มีคุณค่าสำหรับการเพิ่มประสิทธิภาพกระบวนการและการแก้ปัญหา