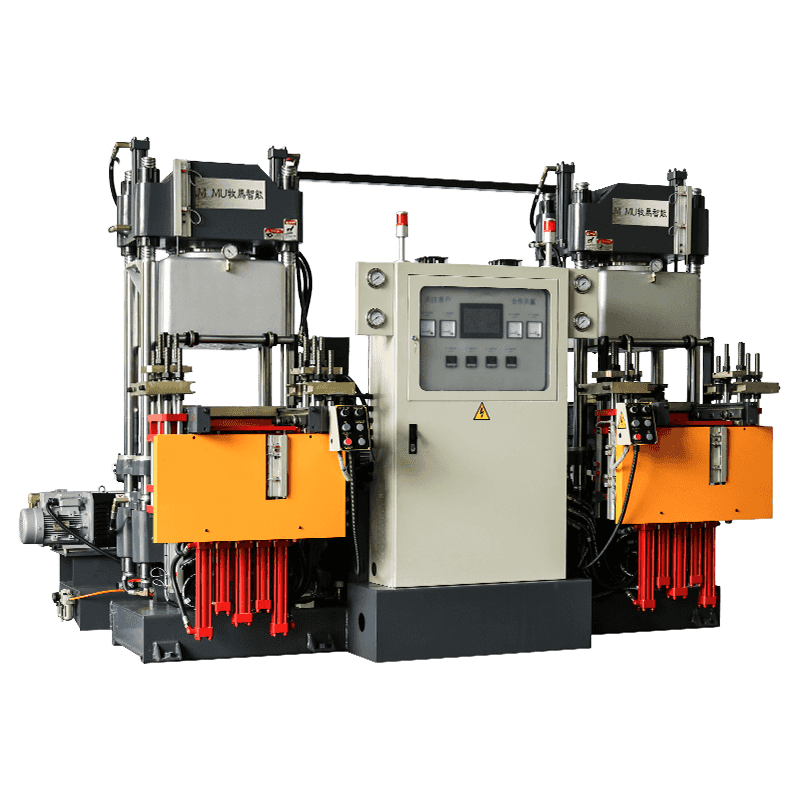
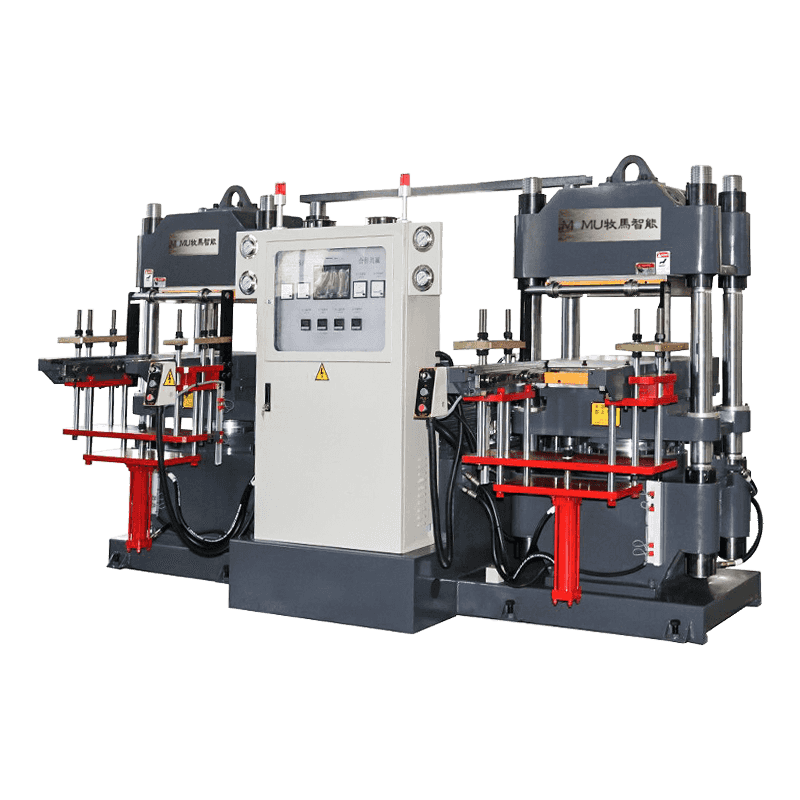
เครื่องหนีบแม่พิมพ์ซิลิโคนเหลวคืออะไร และเหตุใดจึงมีความสำคัญ
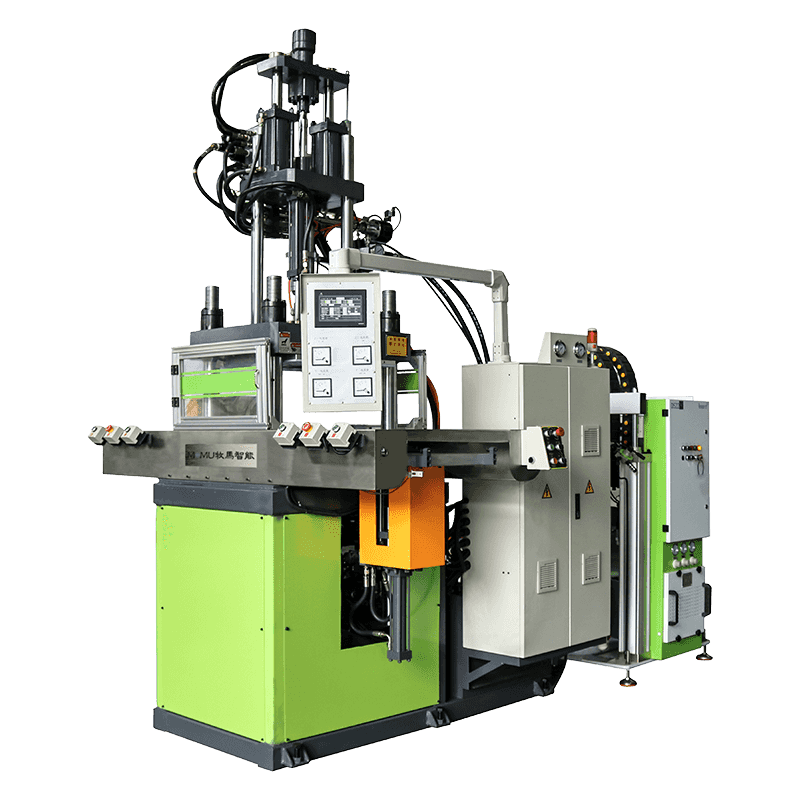
ก เครื่องหนีบแม่พิมพ์ซิลิโคนเหลว — โดยทั่วไปเรียกว่าเครื่องฉีดขึ้นรูป LSR (ยางซิลิโคนเหลว) พร้อมระบบจับยึดในตัว — เป็นอุปกรณ์การผลิตพิเศษที่ออกแบบมาเพื่อแปรรูปยางซิลิโคนเหลวสององค์ประกอบให้เป็นชิ้นส่วนที่ขึ้นรูปด้วยความแม่นยำ ต่างจากเครื่องฉีดขึ้นรูปเทอร์โมพลาสติกทั่วไป เครื่องจักร LSR จะต้องจัดการกับวัสดุที่ถูกป้อนเย็นเข้าไปในโพรงแม่พิมพ์ที่ให้ความร้อน ซึ่งจะต้องเกิดปฏิกิริยาวัลคาไนซ์ (การบ่ม) แทนที่จะเป็นการแข็งตัวด้วยการทำความเย็น หน่วยจับยึดมีบทบาทสำคัญในกระบวนการนี้โดยรักษาแรงปิดแม่พิมพ์ที่แม่นยำและสม่ำเสมอตลอดทั้งรอบการฉีด การบรรจุ และการบ่ม — ป้องกันแฟลช รับประกันความแม่นยำของมิติ และปกป้องแม่พิมพ์จากความเสียหายที่เกิดจากแรงดันการฉีดภายใน
ความสำคัญของระบบจับยึดได้รับการขยายให้มากขึ้นในกระบวนการผลิตซิลิโคนเหลว เนื่องจาก LSR มีความหนืดต่ำมากเมื่อเทียบกับเทอร์โมพลาสติก ซึ่งมักจะอยู่ในช่วง 100,000 ถึง 300,000 mPa·s ก่อนการบ่ม ความหนืดต่ำนี้หมายความว่าวัสดุจะไหลเข้าสู่ช่องว่างที่เล็กที่สุดระหว่างพื้นผิวการแยกแม่พิมพ์ได้อย่างง่ายดาย แม้แต่ข้อบกพร่องของแรงจับยึดเพียงเล็กน้อยก็มองเห็นได้ทันทีว่าเป็นข้อบกพร่องแฟลชบนพื้นผิวชิ้นส่วน เครื่องจับยึดที่ระบุและสอบเทียบอย่างเหมาะสมจะช่วยลดความเสี่ยงนี้ ในขณะเดียวกันก็ช่วยให้กำหนดค่าเครื่องมือที่มีช่องสูงได้ซึ่งช่วยเพิ่มประสิทธิภาพการผลิตให้สูงสุด
ส่วนประกอบหลักและวิธีการทำงานของระบบจับยึด
การทำความเข้าใจสถาปัตยกรรมของเครื่องหนีบแม่พิมพ์ซิลิโคนเหลวช่วยให้ผู้ผลิตมีข้อมูลในการตัดสินใจซื้อและดำเนินการ เครื่องจักรประกอบด้วยระบบย่อยที่ผสานรวมสองระบบ: หน่วยฉีดซึ่งสูบจ่าย ผสม และฉีด LSR สององค์ประกอบ และอุปกรณ์จับยึดซึ่งเปิด ปิด และล็อคแม่พิมพ์ภายใต้แรงควบคุม สำหรับการใช้งานซิลิโคนเหลว ระบบย่อยทั้งสองจะต้องตรงตามมาตรฐานที่มีความต้องการมากกว่ามาตรฐานสำหรับเครื่องจักรเทอร์โมพลาสติกมาตรฐาน
หน่วยหนีบ
ชุดจับยึดประกอบด้วยแท่นยึดอยู่กับที่ แท่นเคลื่อนที่ได้ แท่นยึด (หรือโครงแบบไม่มีแท่นผูกในบางการออกแบบ) และตัวกระตุ้นการจับยึด ซึ่งอาจเป็นแบบไฮดรอลิก กลไกแบบสลับ หรือแบบเซอร์โวไฟฟ้า ขึ้นอยู่กับการออกแบบเครื่องจักร แท่นเคลื่อนที่เคลื่อนที่ไปตามแถบผูกหรือตัวกั้นเฟรมเพื่อเปิดและปิดแม่พิมพ์ เมื่อแม่พิมพ์ปิดสนิท ตัวกระตุ้นการจับยึดจะใช้แรงจับยึดที่กำหนด — วัดเป็นกิโลนิวตัน (kN) หรือตัน — เพื่อล็อคแม่พิมพ์ครึ่งหนึ่งเข้าด้วยกันกับแรงดันการฉีดที่ทำหน้าที่บีบแม่พิมพ์ออกจากกันระหว่างการเติมวัสดุ
สำหรับการประมวลผล LSR หน่วยจับยึดจะต้องรองรับแม่พิมพ์ที่ให้ความร้อนด้วย (โดยทั่วไปจะคงไว้ที่ 170–220°C) ในขณะที่ระบบหัวฉีดยังคงเย็น (5–15°C) ความแตกต่างด้านความร้อนนี้หมายความว่าโครงเครื่องจักรและการออกแบบแท่นวางต้องคำนึงถึงการขยายตัวเนื่องจากความร้อนที่แตกต่างกัน เพื่อรักษาความขนานและการกระจายแรงจับยึดที่สม่ำเสมอทั่วหน้าแม่พิมพ์ ซึ่งเป็นสิ่งสำคัญอย่างยิ่งในการบรรลุชิ้นส่วนที่ปราศจากวาบไฟสม่ำเสมอในเครื่องมือที่มีหลายช่อง
หน่วยฉีดและสูบจ่าย
ชุดฉีดสำหรับเครื่องจักร LSR โดยพื้นฐานแล้วจะแตกต่างจากหน่วยเทอร์โมพลาสติก ประกอบด้วยระบบสูบจ่ายและสูบจ่ายแบบสององค์ประกอบ โดยทั่วไปจะมีอัตราส่วนปริมาตร 1:1 ของส่วนประกอบ A (โพลีเมอร์พื้นฐาน) และส่วนประกอบ B (ตัวเชื่อมขวาง/ตัวเร่งปฏิกิริยา) รวมกันในเครื่องผสมแบบคงที่หรือไดนามิกก่อนเข้าสู่ถังเย็นและสกรูฉีด ระบบจ่ายเม็ดสีสามารถบูรณาการแบบอินไลน์สำหรับชิ้นส่วน LSR ที่มีสีได้ สกรูฉีดถูกระบายความร้อนเพื่อป้องกันการหลอมโลหะก่อนกำหนดในกระบอกปืน และหัวฉีดมีวาล์วปิดเข็มเพื่อป้องกันน้ำลายไหลระหว่างช็อต
ข้อมูลจำเพาะทางเทคนิคที่สำคัญในการประเมินเมื่อเลือกเครื่องจักร
การเลือกเครื่องจับยึดแม่พิมพ์ซิลิโคนเหลวจำเป็นต้องมีการประเมินพารามิเตอร์ทางเทคนิคหลายตัวที่พึ่งพาซึ่งกันและกันอย่างรอบคอบ การลดขนาดข้อกำหนดเฉพาะใดๆ ที่เกี่ยวข้องกับข้อกำหนดด้านเครื่องมือและการผลิตของคุณอาจส่งผลให้เกิดปัญหาด้านคุณภาพอย่างต่อเนื่องหรือเครื่องจักรเสียหายได้ ตารางต่อไปนี้สรุปข้อกำหนดที่สำคัญที่สุดและความสำคัญในทางปฏิบัติ:
| ข้อมูลจำเพาะ | ช่วงทั่วไป | ทำไมมันถึงสำคัญ |
| แรงหนีบ | 50 – 4,000 กิโลนิวตัน | ต้องเกินความดันช่องที่คาดการณ์ไว้เพื่อป้องกันแสงแฟลช |
| ขนาดแท่นวาง | 200×200 มม. – 1,000×1,000 มม | กำหนดขนาดฐานแม่พิมพ์สูงสุด |
| เปิดแสงตะวัน | 200 – 800 มม | ต้องรองรับความสูงของแม่พิมพ์บวกกับระยะการถอดแม่พิมพ์ |
| ปริมาณการฉีด | 2 – 3,000 ซม.³ | ต้องตรงกับน้ำหนักช็อตรวมรวมถึงนักวิ่งด้วย |
| ความแม่นยำในการวัดแสง | ±0.5% หรือดีกว่า | รับประกันอัตราส่วน A:B และความสม่ำเสมอในการบ่มที่สม่ำเสมอ |
| การควบคุมอุณหภูมิแม่พิมพ์ | สูงถึง 250°C | ควบคุมความเร็วการรักษาและคุณภาพของชิ้นส่วน |
| อุณหภูมิบาร์เรล/หัวฉีด | 5 – 20°C (ระบายความร้อน) | ป้องกันการวัลคาไนซ์ก่อนเวลาอันควรในระบบฟีด |
| ประเภทไดรฟ์หนีบ | ไฮดรอลิก / สลับ / เซอร์โวไฟฟ้า | กffects precision, energy use, and maintenance demands |
ไฮดรอลิกกับท็อกเกิลกับแคลมป์ไฟฟ้าทั้งหมด: การเลือกไดรฟ์ที่เหมาะสม
การเลือกประเภทไดรฟ์หนีบถือเป็นหนึ่งในการตัดสินใจที่เป็นผลสืบเนื่องมากที่สุดเมื่อระบุเครื่องหนีบแม่พิมพ์ซิลิโคนเหลว เทคโนโลยีไดรฟ์แต่ละเทคโนโลยีเสนอชุดการแลกเปลี่ยนที่แตกต่างกันในแง่ของความสม่ำเสมอของแรง ประสิทธิภาพการใช้พลังงาน ความแม่นยำ และข้อกำหนดในการบำรุงรักษา ซึ่งทั้งหมดนี้มีผลกระทบที่สำคัญต่อการประมวลผล LSR โดยเฉพาะ
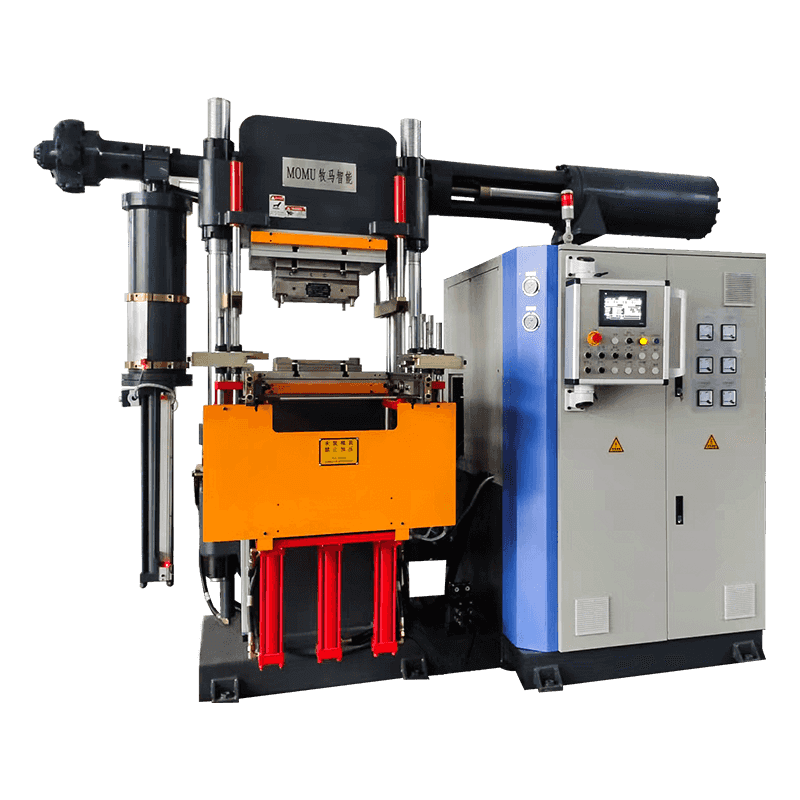
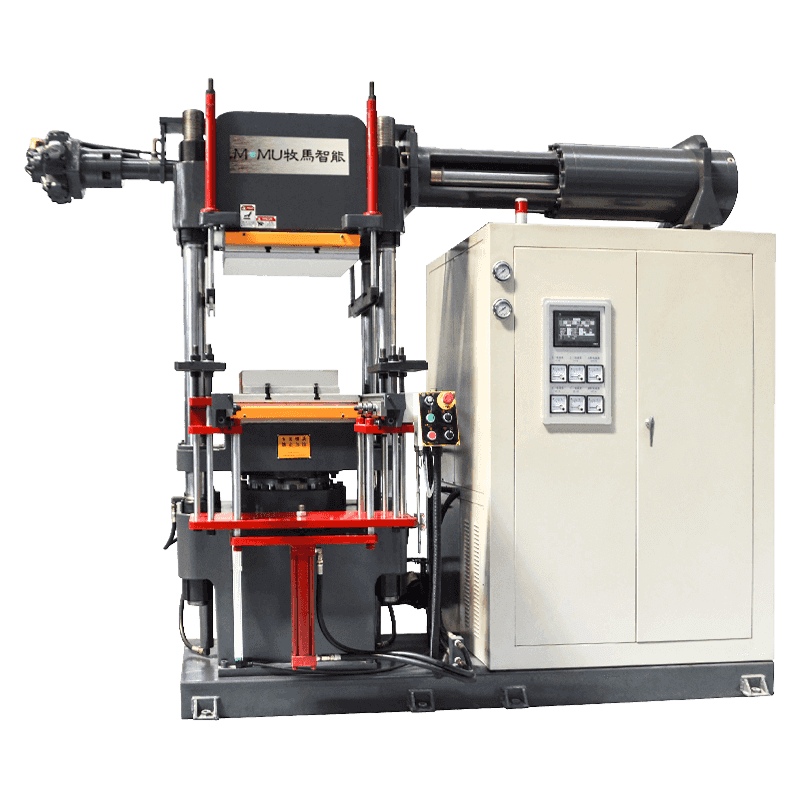
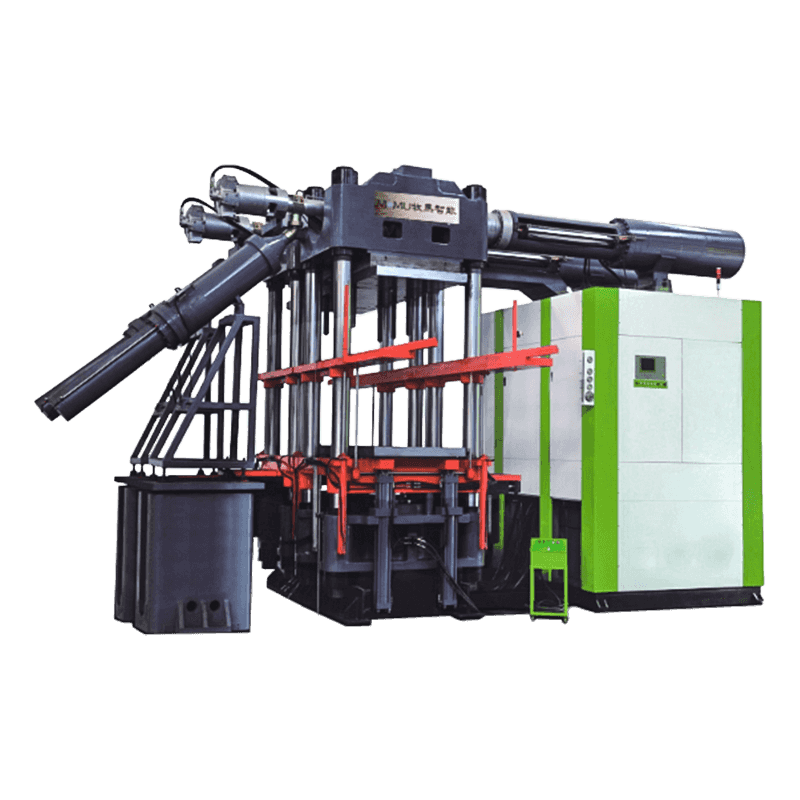
การหนีบไฮดรอลิก
ระบบจับยึดแบบไฮดรอลิกใช้น้ำมันที่มีแรงดันเพื่อสั่งงานกระบอกจับยึดโดยตรง มีแรงจับยึดสูงในเฟรมเครื่องจักรขนาดกะทัดรัด ทำให้เหมาะอย่างยิ่งสำหรับเครื่องจักร LSR ขนาดใหญ่ที่ผลิตชิ้นส่วนที่มีพื้นที่ขนาดใหญ่ เช่น ซีลยานยนต์ ปะเก็น หรือตัวเรือนอุปกรณ์ทางการแพทย์ขนาดใหญ่ ระบบไฮดรอลิกให้การใช้แรงที่ราบรื่นและต่อเนื่อง และค่อนข้างทนทานต่อการวางแนวของแม่พิมพ์ที่ไม่ตรง อย่างไรก็ตาม อุปกรณ์เหล่านี้ใช้พลังงานอย่างต่อเนื่องเพื่อรักษาแรงดันไฮดรอลิก สร้างความร้อนที่ต้องจัดการ และต้องมีการบำรุงรักษาน้ำมันไฮดรอลิกและการตรวจสอบซีลเป็นประจำเพื่อป้องกันการปนเปื้อน ซึ่งเป็นข้อกังวลในการผลิต LSR ในห้องคลีนรูมสำหรับการใช้งานทางการแพทย์หรือการสัมผัสอาหาร
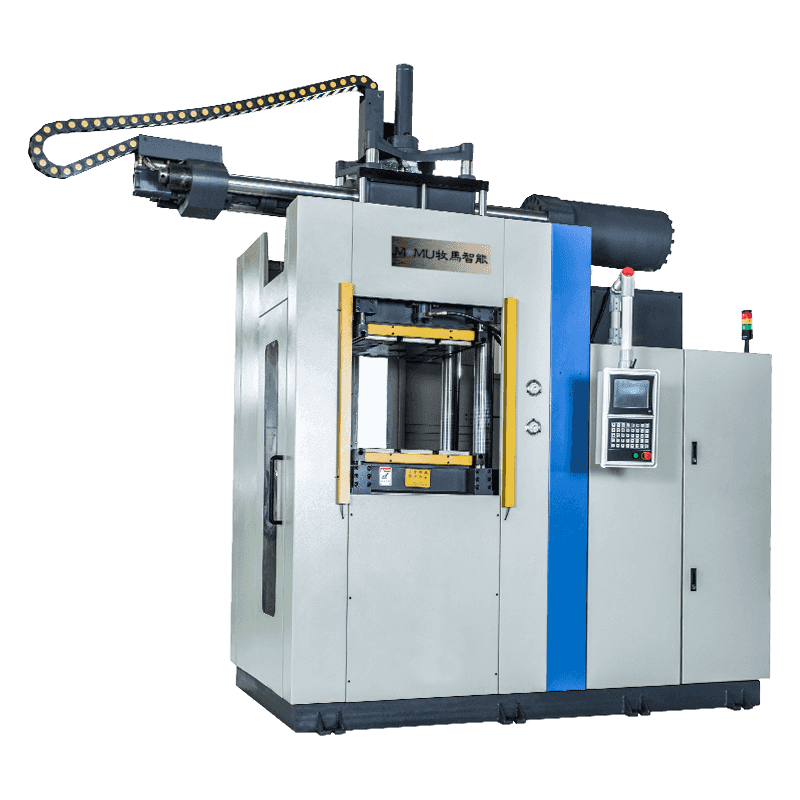
สลับการหนีบ
กลไกการสลับใช้ระบบเชื่อมต่อทางกลที่ขับเคลื่อนโดยแอคทูเอเตอร์ไฮดรอลิกหรือเซอร์โวเพื่อเพิ่มแรงทางเรขาคณิตในขณะที่สวิตช์เข้าใกล้ตำแหน่งที่ขยายเต็มที่ (ล็อค) การออกแบบนี้ให้แรงจับยึดที่สูงมากที่ส่วนท้ายของระยะชักโดยใช้แรงกระตุ้นของแอคชูเอเตอร์ค่อนข้างต่ำ ทำให้ประหยัดพลังงานสำหรับการใช้งานที่มีรอบสูง เครื่องจักร Toggle ถูกนำมาใช้อย่างแพร่หลายในการผลิต LSR ขนาดกลางถึงขนาดใหญ่ และมีรอบเวลาการแห้งที่รวดเร็ว ข้อจำกัดหลักคือแรงจับยึดจะไวต่อความสูงของแม่พิมพ์ ต้องทำการปรับเปลี่ยนอย่างแม่นยำเมื่อเปลี่ยนแม่พิมพ์เพื่อให้แน่ใจว่าตัวสลับขยายออกเต็มที่ที่จุดปิดแม่พิมพ์ที่ถูกต้อง ซึ่งต้องใช้ขั้นตอนการตั้งค่าอย่างระมัดระวัง
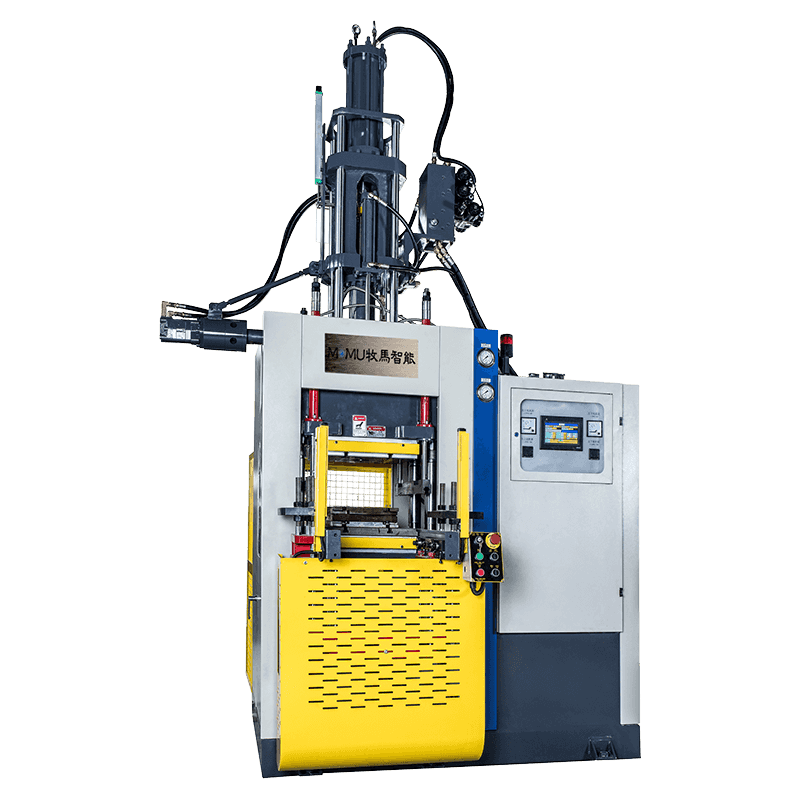
กll-Electric (Servo-Electric) Clamping
กll-electric clamping machines use servo motors driving ball screw mechanisms to open, close, and apply clamping force. This technology delivers the highest levels of repeatability and positional precision — critical for tight-tolerance LSR parts used in medical devices, optical components, and micro-molding applications. All-electric machines consume energy only when in motion, generate no hydraulic heat, and produce no risk of oil contamination, making them the preferred choice for ISO Class cleanroom environments. Their higher initial purchase price is typically offset over time through lower operating costs, reduced maintenance, and superior process consistency.

อุตสาหกรรมและการใช้งานที่ต้องอาศัยเครื่องจับยึด LSR
เครื่องหนีบแม่พิมพ์ซิลิโคนเหลวรองรับอุตสาหกรรมที่หลากหลายอย่างน่าทึ่ง โดยได้แรงหนุนจากการผสมผสานที่เป็นเอกลักษณ์ของ LSR ที่ผสมผสานความเข้ากันได้ทางชีวภาพ ความคงตัวทางความร้อน ฉนวนไฟฟ้า และความทนทาน การทำความเข้าใจว่าอุตสาหกรรมใดที่ต้องพึ่งพาเทคโนโลยีนี้มากที่สุดจะช่วยกำหนดบริบทเกี่ยวกับข้อกำหนดด้านประสิทธิภาพของเครื่องจักรที่สำคัญที่สุดในแต่ละภาคส่วน
- อุปกรณ์การแพทย์และการดูแลสุขภาพ: LSR เป็นไปตามข้อกำหนดของ FDA สามารถนึ่งฆ่าเชื้อได้ และเข้ากันได้ทางชีวภาพ ทำให้เป็นสิ่งที่ขาดไม่ได้ในการผลิตหน้ากากช่วยหายใจ ส่วนประกอบของสายสวน เยื่อหุ้มวาล์ว ซีลกระบอกฉีดยา ปลายหูของเครื่องช่วยฟัง และที่จับเครื่องมือผ่าตัด เครื่องจักรที่ใช้ในภาคนี้ต้องเป็นไปตามมาตรฐานความเข้ากันได้ของห้องปลอดเชื้อ และสามารถตรวจสอบย้อนกลับพารามิเตอร์กระบวนการได้อย่างสมบูรณ์
- กutomotive: ระบบซีล บูทหัวเทียน ปะเก็นคอนเนคเตอร์ และตัวเรือนเซ็นเซอร์ที่ทำจาก LSR จำเป็นต้องมีการผลิตในปริมาณมากโดยมีความคลาดเคลื่อนของขนาดที่แคบ เครื่องมือวิ่งร้อนแบบหลายช่องที่ทำงานบนเครื่องจับยึดที่มีน้ำหนักมากเป็นมาตรฐานในโรงงานของซัพพลายเออร์ระดับ 1 ในอุตสาหกรรมยานยนต์
- ผลิตภัณฑ์สำหรับเด็กและทารก: จุกนม จุกนมหลอก ห่วงยางกัด และอุปกรณ์เสริมในการป้อนอาหารผลิตจาก LSR เกรดอาหารบนเครื่องจักรที่ผ่านการตรวจสอบแล้วว่าตรงตามมาตรฐานความปลอดภัย เช่น FDA 21 CFR และ EU 10/2011 สำหรับวัสดุที่สัมผัสกับอาหาร
- เครื่องใช้ไฟฟ้า: ซีลกันน้ำสำหรับสมาร์ทโฟน นาฬิกาอัจฉริยะ และหูฟังเอียร์บัด เมมเบรนสวิตช์คีย์บอร์ด และส่วนประกอบที่สัมผัสกับผิวหนังของอุปกรณ์สวมใส่นั้นผลิตจาก LSR มากขึ้น เนื่องมาจากความทนทานและคุณสมบัติในการสัมผัส
- การปิดผนึกทางอุตสาหกรรมและการควบคุมของไหล: โอริง ไดอะแฟรม และปะเก็นสั่งทำพิเศษสำหรับปั๊ม วาล์ว และอุปกรณ์แปรรูปทางเคมีได้รับประโยชน์จากความต้านทานของ LSR ต่ออุณหภูมิสุดขั้ว (-60°C ถึง 230°C) รังสียูวี และสารเคมีที่มีฤทธิ์รุนแรง
พารามิเตอร์กระบวนการที่ส่งผลโดยตรงต่อประสิทธิภาพการจับยึดและคุณภาพของชิ้นส่วน
แม้แต่เครื่องหนีบแม่พิมพ์ซิลิโคนเหลวที่ระบุอย่างแม่นยำที่สุดก็ยังผลิตชิ้นส่วนที่ชำรุดได้หากพารามิเตอร์กระบวนการไม่ได้รับการกำหนดและบำรุงรักษาอย่างถูกต้อง การขึ้นรูป LSR มีความอ่อนไหวต่อกลุ่มของตัวแปรที่เกี่ยวข้องกัน ซึ่งผู้ปฏิบัติงานและวิศวกรกระบวนการต้องตรวจสอบและเพิ่มประสิทธิภาพอย่างต่อเนื่อง
- แรงจับยึดเทียบกับพื้นที่ช่องที่คาดการณ์ไว้: คำนวณแรงจับยึดที่ต้องการโดยการคูณพื้นที่คาดการณ์ทั้งหมดของฟันผุและรางวิ่งทั้งหมด (เป็นซม.²) ด้วยแรงดันการฉีดเฉลี่ย (เป็นกิโลนิวตัน/ซม.²) ใช้ปัจจัยด้านความปลอดภัย 1.2–1.5 เพื่อพิจารณาถึงแรงดันที่เพิ่มขึ้นระหว่างการเติม แรงจับยึดไม่เพียงพอส่งผลให้เกิดแฟลช การใช้แรงมากเกินไปอาจทำให้พื้นผิวการแยกส่วนแม่พิมพ์เสียหายเมื่อเวลาผ่านไป
- ความสม่ำเสมอของอุณหภูมิแม่พิมพ์: การให้ความร้อนของแม่พิมพ์ที่ไม่สม่ำเสมอส่งผลให้อัตราการแข็งตัวของแม่พิมพ์แปรผันทั่วทั้งคาวิตี้ ส่งผลให้ชิ้นส่วนมีความแข็ง ผิวสำเร็จ หรือความแม่นยำของมิติไม่สอดคล้องกัน ตรวจสอบความสม่ำเสมอของอุณหภูมิทั่วทั้งหน้าแม่พิมพ์โดยใช้การถ่ายภาพความร้อนก่อนดำเนินการผลิต
- ความเร็วและแรงดันในการฉีด: ความหนืดต่ำของ LSR ทำให้สามารถเติมฟันผุได้อย่างรวดเร็ว ความเร็วในการฉีดจะต้องได้รับการควบคุมเพื่อหลีกเลี่ยงการกักเก็บอากาศและข้อบกพร่องในการพ่น โดยเฉพาะอย่างยิ่งในชิ้นส่วนที่มีผนังบางหรือรูปทรงเรขาคณิตที่ซับซ้อน โปรไฟล์การฉีดแบบหลายขั้นตอนที่ตั้งโปรแกรมได้ช่วยลดความเร็วที่การเปลี่ยนการเติมที่สำคัญ
- การเพิ่มประสิทธิภาพเวลาการรักษา: เวลาในการแข็งตัวขึ้นอยู่กับอุณหภูมิแม่พิมพ์ ความหนาของผนังชิ้นส่วน และพลังงานกระตุ้นของเกรด LSR ที่เฉพาะเจาะจง ใบไม้ที่บ่มน้อยเกินไปจะทำให้ชิ้นส่วนไม่มีรสนิยมที่ดีและกลไกอ่อนแอ รอบเวลาของเสียที่บ่มมากเกินไปและอาจทำให้เกิดการย่อยสลายเนื่องจากความร้อนในส่วนที่บางได้ ใช้การศึกษาเวลาในการรักษาด้วยการวัดดูโรมิเตอร์เพื่อกำหนดเวลาที่มีประสิทธิภาพขั้นต่ำสำหรับการผสมเครื่องมือและวัสดุแต่ละรายการ
- การระบายอากาศแบบสุญญากาศ: แม่พิมพ์ LSR จำนวนมากติดตั้งระบบสุญญากาศที่จะถ่ายอากาศออกจากโพรงทันทีก่อนการฉีด สิ่งนี้สำคัญอย่างยิ่งสำหรับช่องเล็กๆ ช่องแคบ หรือชิ้นส่วนที่มีข้อกำหนดด้านความสวยงามที่เข้มงวด เนื่องจากอากาศที่ติดอยู่ทำให้เกิดช่องว่าง การช็อตสั้น และความพรุนของพื้นผิวซึ่งแรงจับยึดเพียงอย่างเดียวไม่สามารถป้องกันได้
การบำรุงรักษาและอายุการใช้งานยาวนาน: ปกป้องการลงทุนในเครื่องจักรของคุณ
ก liquid silicone mold clamping machine represents a substantial capital investment — entry-level machines begin around $80,000, while fully equipped all-electric systems with multi-component metering and cleanroom integration can exceed $500,000. Implementing a disciplined preventive maintenance program is essential to protect this investment, minimize unplanned downtime, and sustain production quality over the machine's operational life.
- การล้างระบบสูบจ่ายและผสมทุกวัน: กt the end of each production shift, purge the mixer, static mixing element, and nozzle to prevent LSR from curing inside the feed system. Cured silicone blockages in static mixers are a leading cause of unplanned downtime and can require costly disassembly and cleaning.
- การตรวจสอบแถบผูกและแท่นขนาน: วัดความขนานของแท่นวางตามช่วงเวลาปกติโดยใช้ตัวแสดงบนหน้าปัด การสูญเสียความขนานที่เกิดจากการสึกหรอของไทบาร์ โหลดการจับยึดที่ไม่สม่ำเสมอ หรือผลกระทบจากความร้อน ทำให้เกิดรูปแบบแฟลชที่ไม่สม่ำเสมอในเครื่องมือที่มีหลายช่อง และอาจวินิจฉัยผิดพลาดได้ว่าเป็นปัญหาของเครื่องมือ หากไม่ตรวจสอบรูปทรงของเครื่องจักรก่อน
- การตรวจสอบระบบทำความเย็นแบบบาร์เรลและหัวฉีด: ตรวจสอบว่าน้ำเย็นไหลผ่านแจ็คเก็ตทำความเย็นแบบบาร์เรลยังคงอยู่ในพารามิเตอร์ที่ระบุ การสูญเสียความสามารถในการทำความเย็นทำให้ LSR เริ่มวัลคาไนซ์ในบริเวณป้อน ทำให้เกิดน้ำหนักช็อตที่ไม่แน่นอนและแรงบิดของสกรูพุ่งสูงจนอาจทำให้ส่วนประกอบของไดรฟ์เสียหายได้
- เซอร์โวไดรฟ์และการสอบเทียบตัวเข้ารหัส: สำหรับเครื่องจักรที่ใช้ไฟฟ้าทั้งหมด ให้ตรวจสอบความแม่นยำป้อนกลับของตัวเข้ารหัสเซอร์โวมอเตอร์และพรีโหลดบอลสกรูตามช่วงเวลาที่กำหนด การเคลื่อนตัวของเอ็นโค้ดเดอร์หรือการสึกหรอของบอลสกรูทำให้เกิดข้อผิดพลาดในตำแหน่งในการใช้แรงจับยึด ซึ่งอาจไม่สามารถมองเห็นได้ในคุณภาพของชิ้นส่วนทันที แต่จะสะสมจนเกิดข้อบกพร่องที่สำคัญเมื่อเวลาผ่านไป
สำหรับผู้ผลิตที่มุ่งมั่นในความแม่นยำ ความสม่ำเสมอ และความสามารถในการปรับขนาดในการผลิตยางซิลิโคนเหลว การลงทุนในเครื่องจับยึดแม่พิมพ์ซิลิโคนเหลวที่เหมาะสม — ระบุอย่างถูกต้อง ติดตั้งอย่างถูกต้อง และบำรุงรักษาอย่างเข้มงวด — ถือเป็นการตัดสินใจที่มีผลกระทบมากที่สุดเพียงครั้งเดียวในการสร้างการดำเนินการขึ้นรูป LSR ที่มีการแข่งขัน ซึ่งสามารถตอบสนองมาตรฐานที่เข้มงวดของตลาดการแพทย์ ยานยนต์ และสินค้าอุปโภคบริโภคในปัจจุบัน