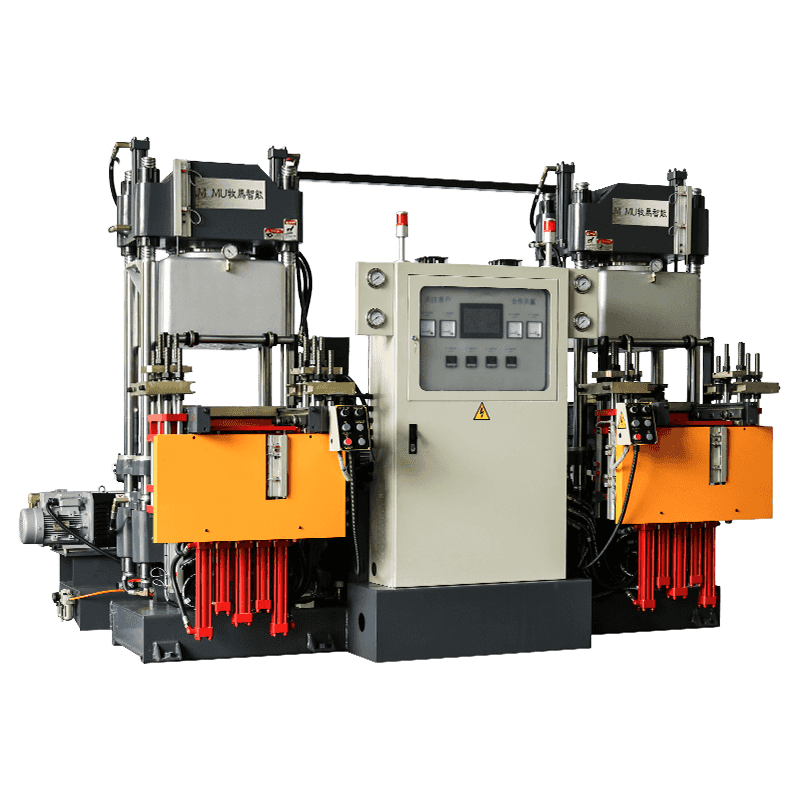
เครื่องวัลคาไนซ์ยางสุญญากาศคืออะไรและทำงานอย่างไร?
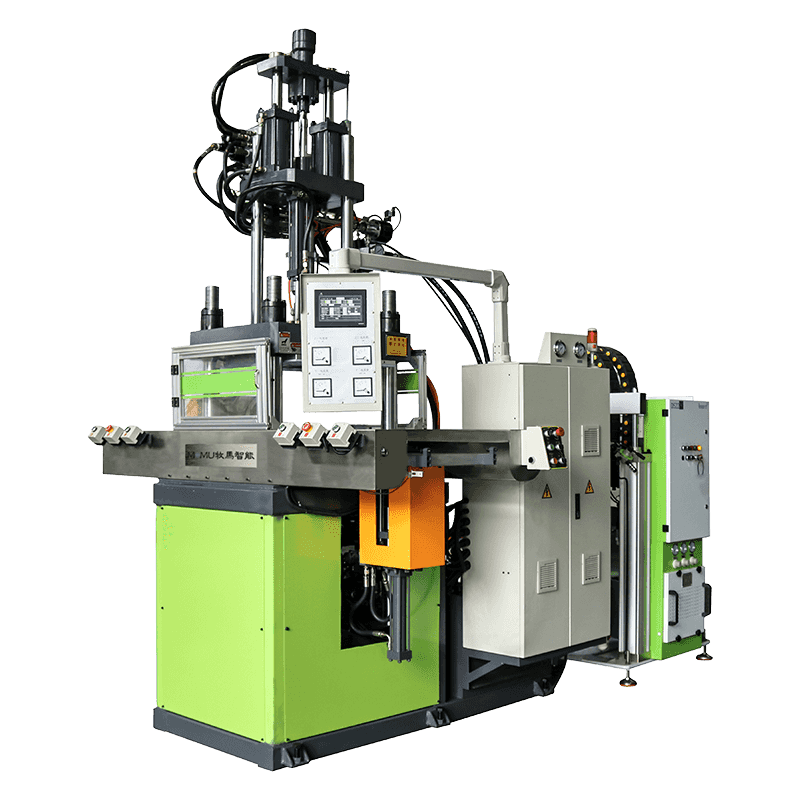
เครื่องวัลคาไนซ์ยางสุญญากาศเป็นอุปกรณ์อุตสาหกรรมเฉพาะทางที่ใช้ในการรักษาสารประกอบยางภายใต้การควบคุมความร้อนและความดันในสภาพแวดล้อมสุญญากาศ การวัลคาไนซ์เป็นกระบวนการทางเคมีที่เปลี่ยนยางดิบหรือยางผสมจากสภาพอ่อนและยืดหยุ่นได้ให้เป็นวัสดุที่ทนทาน ยืดหยุ่น และทนความร้อน โดยการสร้างการเชื่อมโยงข้ามระหว่างสายโซ่โพลีเมอร์ โดยทั่วไปจะผ่านการบ่มด้วยสารกำมะถันหรือเปอร์ออกไซด์ ส่วนประกอบสูญญากาศคือสิ่งที่ทำให้เครื่องจักรนี้แตกต่างจากเครื่องวัลคาไนเซอร์แบบกดมาตรฐาน ด้วยการไล่อากาศออกจากโพรงแม่พิมพ์ก่อนและระหว่างรอบการบ่ม เครื่องจักรจะกำจัดช่องอากาศและก๊าซที่ติดอยู่ซึ่งอาจทำให้เกิดความพรุน ช่องว่าง หรือรอยตำหนิที่พื้นผิวในผลิตภัณฑ์ยางสำเร็จรูป
เครื่องจักรทำงานผ่านลำดับขั้นตอนอัตโนมัติ ได้แก่ การใส่แม่พิมพ์ การอพยพแบบสุญญากาศ การใช้แรงดัน การบ่มด้วยความร้อน และการปล่อยแม่พิมพ์ โดยทั่วไปการให้ความร้อนทำได้โดยใช้แผ่นไฟฟ้าหรือแผ่นให้ความร้อนด้วยไอน้ำซึ่งจะถ่ายเทความร้อนเข้าสู่สารประกอบยางอย่างสม่ำเสมอ ปั๊มสุญญากาศที่เชื่อมต่อกับห้องแม่พิมพ์ปิดผนึกจะดึงแรงดันภายในลง โดยทั่วไปจะอยู่ระหว่าง -0.08 MPa ถึง -0.1 MPa ก่อนที่เครื่องปั๊มจะปิดและใช้แรงจับยึด การผสมผสานระหว่างสุญญากาศ ความร้อน และแรงดันเชิงกลทำให้มั่นใจได้ว่ารูปทรงแม่พิมพ์ที่ซับซ้อนจะถูกเติมเต็มอย่างสมบูรณ์ และชิ้นส่วนที่บ่มแล้วนั้นตรงตามข้อกำหนดด้านมิติและคุณภาพพื้นผิว

อุตสาหกรรมและการใช้งานที่ต้องอาศัยการวัลคาไนซ์ด้วยระบบสุญญากาศ
เครื่องวัลคาไนซ์ยางสุญญากาศถูกนำไปใช้ในอุตสาหกรรมที่หลากหลายซึ่งคุณภาพและความสม่ำเสมอของชิ้นส่วนยางไม่สามารถต่อรองได้ ภาคยานยนต์เป็นหนึ่งในผู้ใช้รายใหญ่ที่สุด โดยอาศัยเครื่องจักรเหล่านี้ในการผลิตซีล ปะเก็น โอริง ตัวหน่วงการสั่นสะเทือน และส่วนประกอบในการจัดการของเหลวที่ต้องทำงานได้อย่างน่าเชื่อถือภายใต้สภาวะทางความร้อนและทางกลที่มีความต้องการสูง ในอุตสาหกรรมการบินและอวกาศ การวัลคาไนซ์แบบสุญญากาศใช้สำหรับส่วนประกอบยางที่มีความแม่นยำ ซึ่งแม้แต่ช่องว่างเล็กๆ น้อยๆ ก็อาจทำให้ความสมบูรณ์ของระบบการปิดผนึกที่สำคัญลดลงได้
อุตสาหกรรมอุปกรณ์การแพทย์ใช้เครื่องวัลคาไนซ์สุญญากาศเพื่อผลิตชิ้นส่วนซิลิโคนและยางพิเศษที่ต้องเป็นไปตามมาตรฐานความเข้ากันได้ทางชีวภาพที่เข้มงวดและมาตรฐานความทนทานต่อขนาด ผู้ผลิตอุปกรณ์อิเล็กทรอนิกส์ใช้สิ่งเหล่านี้ในการผลิตส่วนประกอบที่เป็นฉนวนและตัวยึดป้องกันการสั่นสะเทือน อุตสาหกรรมรองเท้าใช้เทคโนโลยีสำหรับการยึดติดพื้นรองเท้าและส่วนประกอบยางขึ้นรูป ในแต่ละกรณี สภาพแวดล้อมสุญญากาศถือเป็นสิ่งสำคัญเพื่อให้ได้พื้นผิวสำเร็จ ความหนาแน่นภายใน และประสิทธิภาพทางกล ซึ่งการวัลคาไนซ์แบบกดมาตรฐานไม่สามารถเชื่อถือได้
พารามิเตอร์กระบวนการที่สำคัญและวิธีการควบคุม
การผลิตชิ้นส่วนยางวัลคาไนซ์ที่สม่ำเสมอและปราศจากข้อบกพร่องจำเป็นต้องมีการจัดการพารามิเตอร์กระบวนการต่างๆ ที่พึ่งพาซึ่งกันและกันอย่างแม่นยำ การทำความเข้าใจว่าแต่ละพารามิเตอร์ทำหน้าที่อะไร — และการเบี่ยงเบนส่งผลต่อผลลัพธ์อย่างไร — ถือเป็นพื้นฐานในการใช้งานเครื่องวัลคาไนซ์สุญญากาศอย่างมีประสิทธิภาพ
อุณหภูมิการหลอมโลหะ
อุณหภูมิเป็นตัวขับเคลื่อนหลักของปฏิกิริยาวัลคาไนซ์ สารประกอบยางส่วนใหญ่จะแข็งตัวในช่วง 150°C ถึง 200°C โดยมีอุณหภูมิที่เหมาะสมที่สุด ขึ้นอยู่กับสูตรผสมและระบบการบ่มที่ใช้ อุณหภูมิที่ต่ำเกินไปส่งผลให้การบ่มน้อยเกินไป ยางจะนิ่ม อ่อนแอ และอาจแสดงอาการเหนียวหรือการเชื่อมโยงข้ามที่ไม่สมบูรณ์ อุณหภูมิที่สูงเกินไปทำให้เกิดการแข็งตัวมากเกินไปหรือการพลิกกลับ โดยที่โครงข่ายโพลีเมอร์เสื่อมลง และยางสูญเสียความแข็งแรงและความยืดหยุ่น ความสม่ำเสมอของอุณหภูมิของแท่นวางบนพื้นผิวแม่พิมพ์มีความสำคัญเท่าเทียมกัน การไล่ระดับอุณหภูมิมากกว่า 5 ถึง 10 องศาเซลเซียสทั่วทั้งแม่พิมพ์อาจทำให้เกิดการแข็งตัวที่ไม่สม่ำเสมอและการหดตัวที่แตกต่างกัน
เวลาบ่ม
เวลาในการบ่มจะถูกกำหนดโดยข้อมูลรีโอโลจีของสารประกอบ โดยเฉพาะค่า T90 จากการทดสอบรีโอมิเตอร์แบบเคลื่อนที่ (MDR) ซึ่งระบุเวลาที่ต้องใช้เพื่อให้ได้แรงบิดสูงสุดถึงเก้าสิบเปอร์เซ็นต์ (ความหนาแน่นของการเชื่อมต่อข้าม) ที่อุณหภูมิเป้าหมาย โดยทั่วไปเวลาในการแข็งตัวจะอยู่ระหว่างสองถึงสามสิบนาที ขึ้นอยู่กับประเภทของสารประกอบ ความหนาของชิ้นส่วน และอุณหภูมิ สำหรับส่วนที่หนา จะต้องคำนึงถึงเวลาเพิ่มเติมเพื่อให้ความร้อนทะลุผ่านแกนกลางได้ การใช้ระยะเวลาการแข็งตัวที่สั้นเกินไปเป็นสาเหตุหนึ่งที่ทำให้เกิดความล้มเหลวในผลิตภัณฑ์ยางที่พบบ่อยที่สุด
ระดับสุญญากาศและจังหวะเวลา
สุญญากาศจะต้องถึงระดับเป้าหมายก่อนที่แท่นจะปิดและเริ่มการบ่ม การดำเนินงานส่วนใหญ่จะกำหนดเป้าหมายไปที่ระดับสุญญากาศที่ -0.095 MPa ถึง -0.1 MPa ระยะเวลาในการอพยพ โดยปกติแล้วจะใช้เวลา 15-60 วินาทีในการไล่อากาศออกจากทั้งโพรงแม่พิมพ์และช่องระบายอากาศทั้งหมด หากรอบของปั๊มสุญญากาศสั้นเกินไป อากาศที่ตกค้างจะถูกบีบอัดแทนที่จะเอาออกเมื่อปิดเครื่อง ทำให้เกิดช่องว่างใต้ผิวดิน การทดสอบประสิทธิภาพของปั๊มเป็นประจำและการตรวจสอบรอยรั่วในท่อสุญญากาศและซีลแม่พิมพ์ถือเป็นสิ่งสำคัญสำหรับการรักษาคุณภาพการอพยพที่สม่ำเสมอ
แรงดันในการหนีบ
แรงกดในการจับยึดจะทำให้ครึ่งหนึ่งของแม่พิมพ์ปิดผนึกในระหว่างการวัลคาไนซ์ และบีบอัดสารประกอบยางเพื่อเติมเต็มรูปทรงของโพรงให้สมบูรณ์ แรงดันในการจับยึดที่ไม่เพียงพอจะทำให้เกิดวาบไฟที่เส้นแยก และอาจส่งผลให้ส่วนที่บรรจุน้อยเกินไป แรงดันที่มากเกินไปอาจทำให้แม่พิมพ์เสียหายหรือทำให้สารประกอบถูกบีบออกจากคาวิตี้ก่อนที่จะเกิดเจล แรงดันในการจับยึดโดยทั่วไปสำหรับการวัลคาไนซ์ยางอยู่ในช่วง 10 ถึง 25 MPa ขึ้นอยู่กับความหนืดของสารประกอบและรูปทรงของชิ้นส่วน
ข้อบกพร่องทั่วไปและวิธีการวินิจฉัย
แม้ว่าเครื่องจักรจะมีการสอบเทียบมาอย่างดี แต่ข้อบกพร่องก็อาจปรากฏในชิ้นส่วนยางวัลคาไนซ์ได้ การระบุสาเหตุที่แท้จริงจะช่วยลดเวลาของเสียและการหยุดทำงานของการผลิตให้เหลือน้อยที่สุด ตารางต่อไปนี้สรุปข้อบกพร่องที่พบบ่อยที่สุดและสาเหตุที่เป็นไปได้:
| ข้อบกพร่อง | สาเหตุน่าจะ | การดำเนินการแก้ไข |
| ความพรุน/ช่องว่างภายใน | เวลาสุญญากาศหรือการอพยพไม่เพียงพอ | ตรวจสอบประสิทธิภาพของปั๊ม ขยายเวลาการอพยพออกไป |
| การพองตัวของพื้นผิว | ความชื้นในสารประกอบหรือเชื้อรา | สารประกอบก่อนแห้ง ทำความสะอาดและอุ่นแม่พิมพ์ |
| อยู่ระหว่างการรักษา (ชิ้นส่วนอ่อน) | อุณหภูมิต่ำหรือเวลาในการแข็งตัวไม่เพียงพอ | ตรวจสอบการสอบเทียบอุณหภูมิแท่นวาง ขยายเวลาการรักษา |
| แฟลชมากเกินไป | แรงดันในการจับยึดต่ำหรือเส้นแบ่งแม่พิมพ์สึกหรอ | เพิ่มน้ำหนักกด; ตรวจสอบและปรับปรุงแม่พิมพ์ใหม่ |
| ช็อตสั้น / พื้นที่ไม่สำเร็จ | น้ำหนักประจุผสมไม่เพียงพอ | คำนวณน้ำหนักประจุใหม่ ปรับพรีฟอร์มคอมพาวด์ |
| การเปลี่ยนแปลงมิติ | อุณหภูมิหรือแรงจับยึดไม่คงที่ | ปรับเทียบเซ็นเซอร์ ดำเนินการบำรุงรักษาเครื่องกดอย่างสม่ำเสมอ |
วิธีการเลือกเครื่องวัลคาไนซ์ยางสุญญากาศที่เหมาะสม
การเลือกเครื่องจักรที่ถูกต้องจำเป็นต้องมีข้อมูลจำเพาะของอุปกรณ์ที่ตรงกับความต้องการของการใช้งานการผลิตเฉพาะของคุณ เกณฑ์การประเมินที่สำคัญ ได้แก่ ขนาดแท่น น้ำหนักแท่นพิมพ์ ความจุของระบบสุญญากาศ ช่วงอุณหภูมิ และความซับซ้อนของระบบควบคุม
- ขนาดแท่นวางต้องรองรับแม่พิมพ์ที่ใหญ่ที่สุดที่คุณต้องการใช้งาน โดยมีระยะขอบเพียงพอเพื่อรักษาการกระจายอุณหภูมิที่สม่ำเสมอ ขนาดแท่นมาตรฐานมีตั้งแต่ 200 มม. × 200 มม. สำหรับการผลิตชิ้นส่วนขนาดเล็ก จนถึง 1000 มม. × 1000 มม. หรือใหญ่กว่าสำหรับการใช้งานทางอุตสาหกรรม
- น้ำหนักการกดจะต้องสอดคล้องกับพื้นที่ที่คาดการณ์ไว้ของแม่พิมพ์และความหนืดของสารประกอบยางของคุณ ตามแนวทางทั่วไป ให้คำนวณแรงที่ต้องการโดยการคูณพื้นที่ฉายโพรงแม่พิมพ์ด้วยความดันในการจับยึดเป้าหมาย จากนั้นเพิ่มระยะขอบด้านความปลอดภัยอย่างน้อยยี่สิบเปอร์เซ็นต์
- ความจุของปั๊มสุญญากาศ — วัดเป็นลิตรต่อนาที — ควรเพียงพอที่จะอพยพห้องแม่พิมพ์ไปยังระดับสุญญากาศเป้าหมายภายในสิบห้าถึงสามสิบวินาที ปริมาณแม่พิมพ์ที่มากขึ้นต้องใช้ปั๊มที่มีความจุสูงกว่าเพื่อหลีกเลี่ยงรอบเวลาที่ยาวนานขึ้น
- ช่วงอุณหภูมิและความสม่ำเสมอควรได้รับการตรวจสอบโดยเทียบกับข้อกำหนดในการบ่มสารประกอบของคุณ เครื่องจักรอเนกประสงค์ส่วนใหญ่ทำงานได้ที่อุณหภูมิสูงถึง 200°C ในขณะที่เครื่องจักรเฉพาะทางสำหรับซิลิโคนอุณหภูมิสูงหรือสารประกอบฟลูออโรอีลาสโตเมอร์อาจต้องใช้อุณหภูมิ 250°C ขึ้นไป
- ความสามารถของระบบควบคุมจะกำหนดความยืดหยุ่นของกระบวนการและการบันทึกข้อมูลที่คุณสามารถทำได้ ตัวควบคุมลอจิกที่ตั้งโปรแกรมได้ (PLC) พร้อมอินเทอร์เฟซหน้าจอสัมผัสช่วยให้สามารถสร้างโปรไฟล์การรักษาแบบหลายขั้นตอน การจัดลำดับสุญญากาศแบบอัตโนมัติ และการจัดเก็บบันทึกการผลิต ซึ่งทั้งหมดนี้มีประโยชน์สำหรับการจัดการคุณภาพและความสามารถในการทำซ้ำของกระบวนการ
แนวทางปฏิบัติในการบำรุงรักษาตามปกติที่ปกป้องประสิทธิภาพของเครื่องจักร
เครื่องวัลคาไนซ์ยางสุญญากาศแสดงถึงการลงทุนที่สำคัญ และการบำรุงรักษาอย่างสม่ำเสมอถือเป็นสิ่งสำคัญในการปกป้องการลงทุนนั้นในขณะเดียวกันก็รับประกันความน่าเชื่อถือในการผลิต ระบบสุญญากาศต้องการการดูแลมากที่สุด — ควรตรวจสอบและเปลี่ยนน้ำมันปั๊มสุญญากาศตามกำหนดเวลาของผู้ผลิต โดยทั่วไปทุกๆ 3-6 เดือนภายใต้สภาวะการผลิตที่ต่อเนื่อง การเชื่อมต่อท่อสุญญากาศ ปะเก็น และซีลแม่พิมพ์ควรได้รับการตรวจสอบทุกสัปดาห์เพื่อดูการสึกหรอหรือการรั่วไหล เนื่องจากแม้แต่การรั่วไหลเล็กน้อยก็ทำให้ประสิทธิภาพการอพยพลดลงอย่างมาก
เซ็นเซอร์อุณหภูมิแท่นวางและทรานสดิวเซอร์ความดันควรได้รับการสอบเทียบทุกไตรมาสโดยใช้เครื่องมืออ้างอิงที่ได้รับการรับรอง เพื่อให้แน่ใจว่าค่าที่แสดงของเครื่องสะท้อนถึงสภาวะกระบวนการจริง ควรตรวจสอบระดับน้ำมันไฮดรอลิกและสภาพตัวกรองทุกเดือน ควรทำความสะอาดพื้นผิวแม่พิมพ์หลังดำเนินการผลิตทุกครั้งเพื่อป้องกันการสะสมของคราบยาง ซึ่งอาจทำให้เกิดการเกาะติด ข้อบกพร่องที่พื้นผิวในชิ้นส่วนต่อๆ ไป และการสึกหรอของแม่พิมพ์เร็วขึ้น การเก็บบันทึกการบำรุงรักษาโดยละเอียด — บันทึกการตรวจสอบทั้งหมด การเปลี่ยนแปลงของเหลว การสอบเทียบ และเหตุการณ์ข้อผิดพลาด — ให้ข้อมูลประวัติที่จำเป็นในการระบุปัญหาที่เกิดขึ้นก่อนที่จะทำให้เกิดการหยุดทำงานโดยไม่ได้วางแผน
เพิ่มคุณภาพผลผลิตและประสิทธิภาพการผลิตให้สูงสุด
นอกเหนือจากการเลือกเครื่องจักรและการบำรุงรักษาแล้ว ยังได้คุณภาพผลผลิตที่สูงอย่างต่อเนื่องจาก a เครื่องวัลคาไนซ์ยางสูญญากาศ ขึ้นอยู่กับระเบียบวินัยของกระบวนการ การเตรียมสารประกอบที่เป็นมาตรฐาน รวมถึงน้ำหนัก รูปร่าง และการวางชิ้นงานพรีฟอร์มที่สอดคล้องกันภายในแม่พิมพ์ ช่วยลดสาเหตุที่พบบ่อยที่สุดประการหนึ่งของความแปรผันระหว่างชิ้นส่วน การใช้สารลอกออกอย่างถูกต้องและสม่ำเสมอจะช่วยป้องกันการเกาะติดโดยไม่ทำให้พื้นผิวยางปนเปื้อนหรือส่งผลต่อการยึดเกาะในชิ้นส่วนคอมโพสิต การสร้างสูตรการรักษาที่บันทึกไว้สำหรับแต่ละผลิตภัณฑ์และการล็อคสูตรเหล่านั้นไว้ในระบบควบคุมของเครื่องจักรจะช่วยป้องกันการเปลี่ยนแปลงพารามิเตอร์โดยไม่ตั้งใจซึ่งนำไปสู่การผลิตที่ไม่เป็นไปตามข้อกำหนด
วิธีการควบคุมกระบวนการทางสถิติ (SPC) ที่ใช้กับการวัดเอาต์พุตหลัก — น้ำหนักชิ้นส่วน ขนาดวิกฤต และความแข็ง — ให้การแจ้งเตือนล่วงหน้าเมื่อเกิดการเคลื่อนตัวของกระบวนการ ช่วยให้ดำเนินการแก้ไขได้ก่อนที่จะผลิตเศษซากจำนวนมาก สำหรับการดำเนินงานที่มีปริมาณมาก การรวมเอาต์พุตข้อมูลของเครื่องจักรเข้ากับระบบดำเนินการผลิต (MES) ช่วยให้สามารถติดตามและตรวจสอบการผลิตแบบเรียลไทม์ ซึ่งลูกค้าด้านยานยนต์และการแพทย์ต้องการมากขึ้นเรื่อยๆ โดยเป็นส่วนหนึ่งของข้อกำหนดด้านคุณภาพของซัพพลายเออร์ การปฏิบัติต่อเครื่องวัลคาไนซ์เป็นเครื่องมือที่มีความแม่นยำมากกว่าเครื่องอัดสินค้าโภคภัณฑ์เป็นแนวคิดที่จะแยกการทำงานของยางที่มีประสิทธิภาพสูงอย่างต่อเนื่องออกจากการดำเนินการที่ต่อสู้กับปัญหาคุณภาพและผลผลิตเรื้อรัง