ซิลิโคนทำขึ้นมาได้อย่างไร? เคมีเบื้องหลังวัสดุ
ซิลิโคนเป็นโพลีเมอร์สังเคราะห์ที่ถูกสร้างขึ้นจากอะตอมของซิลิคอนและออกซิเจนที่สลับกัน ซึ่งเป็นโครงสร้างที่เรียกว่าสายโซ่ไซล็อกเซน แทนที่จะเป็นแกนหลักระหว่างคาร์บอนต่อคาร์บอนที่พบในพลาสติกอินทรีย์ เช่น โพลีเอทิลีนหรือโพลีโพรพีลีน ความแตกต่างพื้นฐานในสถาปัตยกรรมโมเลกุลคือสิ่งที่ทำให้ซิลิโคนมีเสถียรภาพทางความร้อนเป็นพิเศษ ความเฉื่อยทางเคมี ความยืดหยุ่นในช่วงอุณหภูมิที่กว้าง และความต้านทานต่อการเสื่อมสภาพของรังสียูวี การทำความเข้าใจวิธีการทำซิลิโคนจากต้นกำเนิดของธาตุดิบไปจนถึงอีลาสโตเมอร์สำเร็จรูปช่วยให้วิศวกร ผู้ออกแบบผลิตภัณฑ์ และผู้ผลิตเข้าใจว่าทำไมวัสดุนี้มีพฤติกรรมในลักษณะที่เป็น และเหตุใดจึงได้รับการประมวลผลที่แตกต่างจากเรซินเทอร์โมพลาสติกทั่วไป
การผลิตซิลิโคนเริ่มต้นด้วยซิลิคอน ซึ่งเป็นองค์ประกอบที่มีมากเป็นอันดับสองในเปลือกโลก โดยส่วนใหญ่พบอยู่ในรูปของซิลิคอนไดออกไซด์ (SiO₂) หรือที่เรียกกันทั่วไปว่าควอตซ์หรือทรายซิลิกา สิ่งสำคัญที่สุดคือ ซิลิคอนเป็นธาตุที่มีความแตกต่างทางเคมีจากซิลิโคนเป็นพอลิเมอร์ ซิลิคอนในรูปแบบดิบไม่ได้มีความอ่อนตัวตามธรรมชาติ ยืดหยุ่น หรือมีความเสถียรทางเคมีภายใต้สภาวะที่หลากหลาย มันเป็นโลหะที่แข็งและเปราะ การเปลี่ยนให้เป็นโพลีเมอร์ซิลิโคนอเนกประสงค์ที่ใช้ในอุปกรณ์ทางการแพทย์ ซีลยานยนต์ สินค้าอุปโภคบริโภค และส่วนประกอบทางอุตสาหกรรม ต้องใช้กระบวนการทางเคมีหลายขั้นตอนที่แนะนำกลุ่มอินทรีย์ที่มีคาร์บอนมาไว้บนแกนหลักของซิลิคอน ซึ่งทำให้เกิดการเปลี่ยนแปลงคุณสมบัติของมันโดยพื้นฐาน

จากควอตซ์สู่โลหะซิลิคอน: ขั้นตอนการผลิตครั้งแรก
ขั้นตอนแรกในการผลิตซิลิโคนคือการลดซิลิคอนไดออกไซด์ให้เป็นโลหะซิลิกอนเกรดโลหะ ซึ่งสามารถทำได้ในเตาอาร์คไฟฟ้าขนาดใหญ่ โดยให้ควอตซ์ไซต์ (ควอตซ์รูปแบบที่มีความบริสุทธิ์สูง) ถูกให้ความร้อนที่อุณหภูมิเกิน 1,800°C ต่อหน้าตัวรีดิวซ์ที่อุดมด้วยคาร์บอน เช่น ถ่านหิน โค้ก และเศษไม้ คาร์บอนทำปฏิกิริยากับออกซิเจนในซิลิคอนไดออกไซด์ โดยปล่อยก๊าซคาร์บอนไดออกไซด์ออกมาและทิ้งโลหะซิลิคอนเหลวไว้ซึ่งมีความบริสุทธิ์ประมาณ 98–99% วัสดุนี้เรียกว่าซิลิคอนเกรดโลหะ (MG-Si) และทำหน้าที่เป็นวัตถุดิบตั้งต้นที่สำคัญสำหรับการผลิตซิลิโคนโพลีเมอร์
ซิลิคอนที่หลอมละลายจะถูกหล่อเป็นแท่งโลหะ ปล่อยให้เย็น จากนั้นจึงบดเป็นผงหรือแกรนูลเพื่อนำไปแปรรูปทางเคมีต่อไป ในขั้นตอนนี้ ซิลิคอนยังห่างไกลจากการเป็นโพลีเมอร์ โดยจะต้องผ่านปฏิกิริยาเคมีตามลำดับที่ยึดกลุ่มเมทิลอินทรีย์เข้ากับอะตอมของซิลิคอน ทำให้เกิดสารตัวกลางออร์กาโนคลอโรซิเลนที่ทำหน้าที่เป็นส่วนประกอบสำคัญของผลิตภัณฑ์ซิลิโคนเชิงพาณิชย์ทั้งหมด
กระบวนการ Müller-Rochow: การสร้างซิลิโคนโมโนเมอร์
การผลิตทางอุตสาหกรรมของโมโนเมอร์ซิลิโคนถูกครอบงำโดยกระบวนการโดยตรงของ Müller-Rochow ซึ่งพัฒนาขึ้นอย่างอิสระในทศวรรษที่ 1940 ในกระบวนการนี้ โลหะซิลิกอนที่เป็นผงจะทำปฏิกิริยากับก๊าซเมทิลคลอไรด์ (CH₃Cl) โดยมีตัวเร่งปฏิกิริยาทองแดงที่อุณหภูมิระหว่าง 250°C ถึง 350°C ปฏิกิริยานี้ทำให้เกิดส่วนผสมของสารประกอบคลอโรไซเลน ซึ่งสารประกอบที่สำคัญที่สุดในเชิงพาณิชย์คือไดเมทิลไดคลอโรซิเลน — (CH₃)₂SiCl₂ โมเลกุลนี้เป็นโมโนเมอร์หลักซึ่งเป็นที่มาของซิลิโคนเชิงพาณิชย์ส่วนใหญ่ในที่สุด
ส่วนผสมคลอโรไซเลนที่เกิดจากกระบวนการโดยตรงจะถูกแยกผ่านการกลั่นแบบแยกส่วนออกเป็นส่วนประกอบแต่ละส่วน ซึ่งแต่ละองค์ประกอบจะมีปฏิกิริยาที่แตกต่างกัน และผลิตโครงสร้างซิลิโคนโพลีเมอร์ที่แตกต่างกันเมื่อถูกไฮโดรไลซ์ เมื่อไดเมทิลไดคลอโรซิเลนสัมผัสกับน้ำ จะเกิดการไฮโดรไลซิสอย่างรวดเร็ว — อะตอมของคลอรีนจะถูกแทนที่ด้วยหมู่ไฮดรอกซิล — และสารตัวกลางไซลานอลที่ได้จะควบแน่นกันเองตามธรรมชาติจนเกิดเป็นสายโซ่โพลีไดเมทิลไซลอกเซน (PDMS) ขึ้นอยู่กับสภาวะของปฏิกิริยา ความยาวของสายโซ่ และส่วนผสมจำเพาะของโมโนเมอร์คลอโรไซเลนที่ใช้ โพลีเมอร์ที่เป็นผลลัพธ์อาจเป็นของไหลที่มีความหนืดต่ำ กัมที่มีความหนืด หรือโพลีเมอร์พื้นฐานที่มีน้ำหนักโมเลกุลสูงที่เหมาะสมสำหรับการผสมลงในยางซิลิโคน
ยางซิลิโคนผสม: จากโพลีเมอร์พื้นฐานไปจนถึงวัสดุที่สามารถขึ้นรูปได้
พอลิเมอร์โพลีไดเมทิลไซลอกเซนดิบเพียงอย่างเดียวไม่เหมาะสำหรับการฉีดขึ้นรูป จะต้องผสมกับสารเติมแต่งหลายชนิดที่ปรับความแข็ง ความต้านทานแรงดึง การยืดตัว ความต้านทานความร้อน สี และคุณลักษณะการแข็งตัวเพื่อให้ตรงกับข้อกำหนดการใช้งานเฉพาะ ขั้นตอนการผสมนี้เป็นขั้นตอนที่วัสดุยางซิลิโคนเชิงฟังก์ชันที่ใช้ในเครื่องฉีดพลาสติกถูกสร้างขึ้นจริง และเกี่ยวข้องกับการกำหนดสูตรอย่างระมัดระวังโดยนักเคมีด้านวัสดุ ที่สร้างสมดุลระหว่างข้อกำหนดคุณสมบัติที่แข่งขันกับข้อจำกัดในการแปรรูป
- การเสริมแรงสารตัวเติม: ซิลิกาฟูมเป็นสารตัวเติมเสริมแรงที่ใช้กันอย่างแพร่หลายในสารประกอบยางซิลิโคน เมื่อเติมซิลิกาที่รับน้ำหนัก 20–50% โดยน้ำหนัก จะช่วยเพิ่มความต้านทานแรงดึงและความต้านทานการฉีกขาดได้อย่างมากโดยการทำปฏิกิริยากับสายโซ่โพลีเมอร์ในระดับโมเลกุล โพลีเมอร์ซิลิโคนบริสุทธิ์มีความแข็งแรงเชิงกลต่ำมากหากไม่มีการเสริมแรง
- ตัวแทนการเชื่อมขวาง: ในการเปลี่ยนโพลีเมอร์ซิลิโคนเชิงเส้นหรือที่มีกิ่งก้านเล็กน้อยให้เป็นโครงข่ายอีลาสโตเมอร์สามมิติ จะต้องรวมสารเชื่อมขวางเข้าด้วยกัน สำหรับยางที่มีความสม่ำเสมอสูง (HCR) ที่ใช้ในการฉีดขึ้นรูปทั่วไป เปอร์ออกไซด์อินทรีย์คือตัวเชื่อมขวางแบบดั้งเดิม สำหรับยางซิลิโคนเหลว (LSR) ระบบการเติมตัวเร่งปฏิกิริยาด้วยแพลตตินัมเป็นมาตรฐาน ซึ่งช่วยให้รอบการแข็งตัวเร็วขึ้นและคุณสมบัติคงตัวที่ดีเยี่ยม
- เม็ดสีและสารแต่งสี: ซิลิโคนมีความโปร่งแสงตามธรรมชาติและยอมรับการสร้างเม็ดสีได้ง่าย เหล็กออกไซด์ ไทเทเนียมไดออกไซด์ และเม็ดสีอินทรีย์ถูกรวมเข้าไว้ในระหว่างการผสมเพื่อให้ได้สีครบถ้วนตามที่ผู้ผลิตผลิตภัณฑ์อุปโภคบริโภคและอุปกรณ์ทางการแพทย์ต้องการ
- เครื่องช่วยการประมวลผล: การเติมสารช่วยในกระบวนการผลิตเล็กน้อย เช่น น้ำมันซิลิโคนหรือแว็กซ์ ช่วยปรับปรุงพฤติกรรมการไหลของสารประกอบในระหว่างการฉีดขึ้นรูป ลดความต้องการแรงดันในการฉีด และปรับปรุงการเติมแม่พิมพ์ในรูปทรงของโพรงที่ซับซ้อน
- สารเติมแต่งการทำงาน: อาจมีการรวมสารเพิ่มเติมเข้าด้วยกัน เช่น สารหน่วงไฟสำหรับส่วนประกอบฉนวนไฟฟ้า สารต้านจุลชีพสำหรับผลิตภัณฑ์ทางการแพทย์และสัมผัสกับอาหาร หรือสารเพิ่มความคงตัวทางความร้อนสำหรับการใช้งานที่อุณหภูมิสูง
ประเภทของซิลิโคนที่ใช้ในการฉีดขึ้นรูป: HCR กับ LSR
ยางซิลิโคนสองรูปแบบที่แตกต่างกันได้รับการประมวลผลในเครื่องฉีดขึ้นรูป และมีความแตกต่างกันอย่างมีนัยสำคัญในสภาพทางกายภาพ พฤติกรรมการประมวลผล และประเภทของเครื่องจักรที่จำเป็นในการจัดการ การเลือกระหว่างยางที่มีความสม่ำเสมอสูง (HCR) และยางซิลิโคนเหลว (LSR) เป็นหนึ่งในการตัดสินใจเลือกใช้วัสดุที่เป็นผลสืบเนื่องมากที่สุดในการพัฒนาผลิตภัณฑ์ซิลิโคน ซึ่งส่งผลโดยตรงต่อคุณภาพของชิ้นส่วน รอบเวลา การออกแบบเครื่องมือ และเศรษฐศาสตร์การผลิต
ยางที่มีความสม่ำเสมอสูง (HCR)
HCR เป็นวัสดุแข็งคล้ายผงสำหรับอุดรูที่อุณหภูมิห้อง โดยมีความคงตัวคล้ายกับแป้งขนมปังแข็ง มีน้ำหนักโมเลกุลสูง ซึ่งโดยทั่วไปจะเกินหนึ่งล้านกรัมต่อโมล และต้องได้รับความร้อนล่วงหน้าและทำงานก่อนที่จะไหลเพียงพอจึงจะฉีดเข้าไปในโพรงแม่พิมพ์ได้ โดยทั่วไปสารประกอบ HCR จะถูกบ่มโดยใช้เปอร์ออกไซด์อินทรีย์ที่อุณหภูมิ 150–200°C และมักจะต้องมีการบ่มที่อุณหภูมิสูงขึ้นเพื่อพัฒนาคุณสมบัติเชิงกลอย่างสมบูรณ์และกำจัดผลพลอยได้จากการสลายตัวของเปอร์ออกไซด์ที่ตกค้าง HCR มีชื่อเสียงในด้านการผลิตซีล ปะเก็น ท่อ และอุปกรณ์เสริมสายเคเบิล และสามารถแปรรูปด้วยเครื่องฉีดขึ้นรูปยางที่ได้รับการดัดแปลงหรือเครื่องอัดขึ้นรูป
ยางซิลิโคนเหลว (LSR)
LSR คือระบบของเหลวแบบปั๊มได้สององค์ประกอบที่จำหน่ายในถังแยกกัน — ส่วนประกอบ A ประกอบด้วยโพลีเมอร์พื้นฐานและตัวเร่งปฏิกิริยาแพลตตินัม ในขณะที่ส่วนประกอบ B ประกอบด้วยโพลีเมอร์พื้นฐานและตัวเชื่อมขวาง (โดยทั่วไปคือสารประกอบซิลิโคนไฮไดรด์) ส่วนประกอบทั้งสองถูกสูบจ่ายในอัตราส่วน 1:1 ที่แม่นยำ ผสมในเครื่องผสมแบบคงที่หรือไดนามิก และฉีดเข้าไปในแม่พิมพ์ที่ให้ความร้อน ซึ่งปฏิกิริยาการแข็งตัวด้วยการเติมแพลตตินัมจะเกิดขึ้นอย่างรวดเร็ว โดยทั่วไปภายใน 10–60 วินาทีที่อุณหภูมิแม่พิมพ์ 150–220°C LSR ไม่ก่อให้เกิดผลพลอยได้จากการแข็งตัว ไม่จำเป็นต้องมีการบ่มหลัง และให้ความสม่ำเสมอของชิ้นส่วนที่ยอดเยี่ยมพร้อมความแม่นยำด้านมิติซึ่งทำได้ยากด้วย HCR เป็นวัสดุที่ต้องการสำหรับการผลิตอุปกรณ์ทางการแพทย์ ผลิตภัณฑ์ดูแลทารก ส่วนประกอบเทคโนโลยีที่สวมใส่ได้ในปริมาณมาก และซีลอุตสาหกรรมที่มีความแม่นยำ
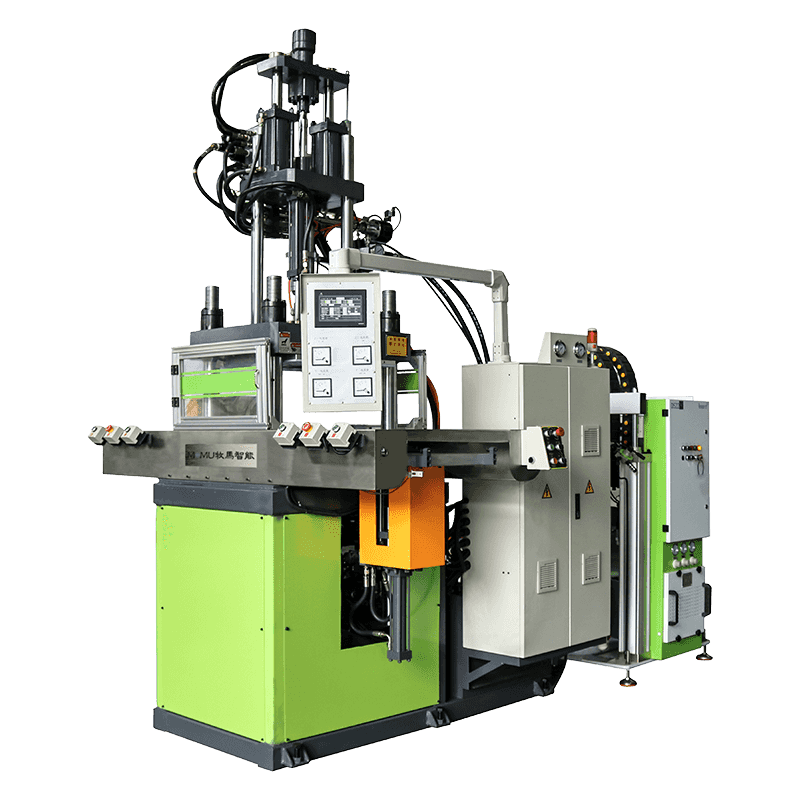
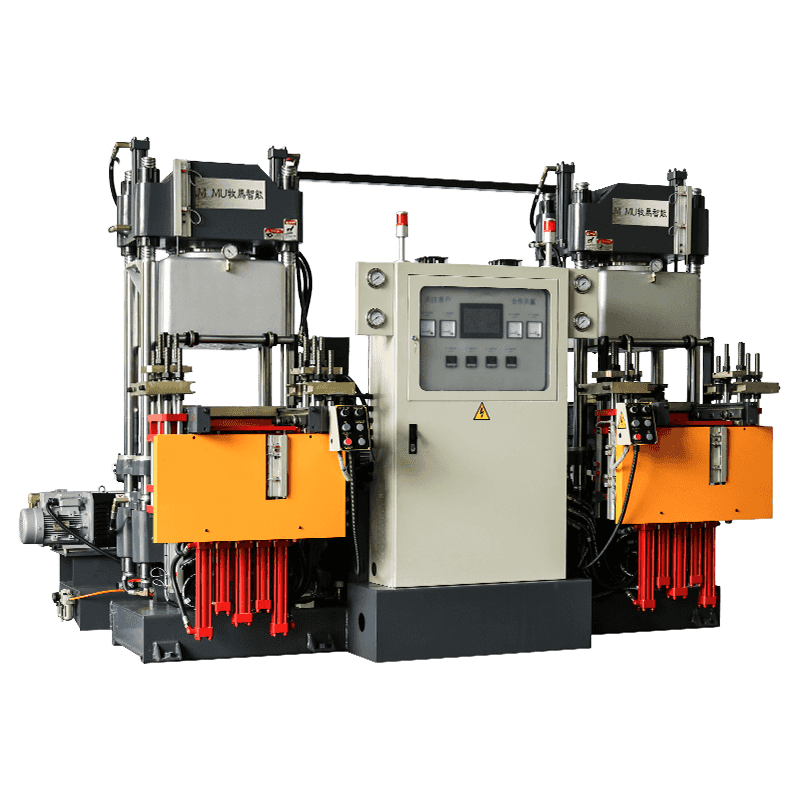
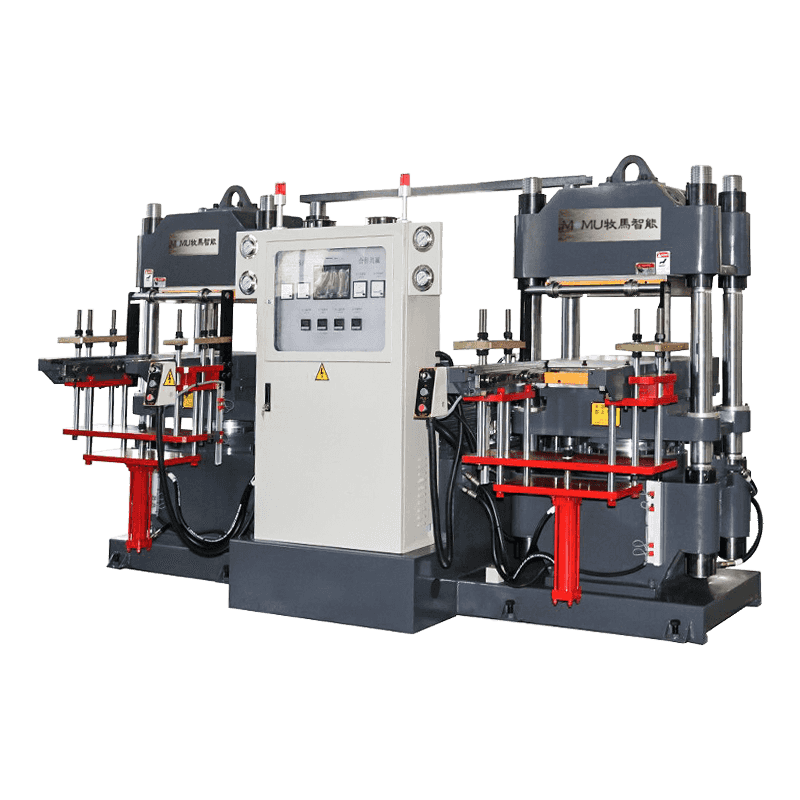
เครื่องฉีดขึ้นรูปซิลิโคน/ยางทำงานอย่างไร
เป็นซิลิโคนหรือ เครื่องฉีดขึ้นรูปยาง แตกต่างโดยพื้นฐานจากเครื่องฉีดขึ้นรูปแบบเทอร์โมพลาสติกมาตรฐานในแง่ที่สำคัญหลายประการ ซึ่งขับเคลื่อนโดยธรรมชาติของเทอร์โมเซ็ตของซิลิโคนและยาง ซึ่งเป็นวัสดุที่สามารถแข็งตัวเมื่อได้รับความร้อนอย่างถาวร แทนที่จะอ่อนตัวลงเมื่อได้รับความร้อนเช่นเดียวกับเทอร์โมพลาสติก ในเครื่องจักรเทอร์โมพลาสติก กระบอกและสกรูจะถูกให้ความร้อนเพื่อละลายวัสดุ และแม่พิมพ์จะถูกทำให้เย็นลงเพื่อทำให้ชิ้นส่วนแข็งตัว ในเครื่องฉีดขึ้นรูปซิลิโคน/ยาง วัสดุจะต้องเก็บความเย็นตลอดทั้งระบบฉีดเพื่อป้องกันการบ่มก่อนเวลาอันควร ในขณะที่แม่พิมพ์ถูกให้ความร้อนเพื่อกระตุ้นและหลอมโลหะให้สมบูรณ์
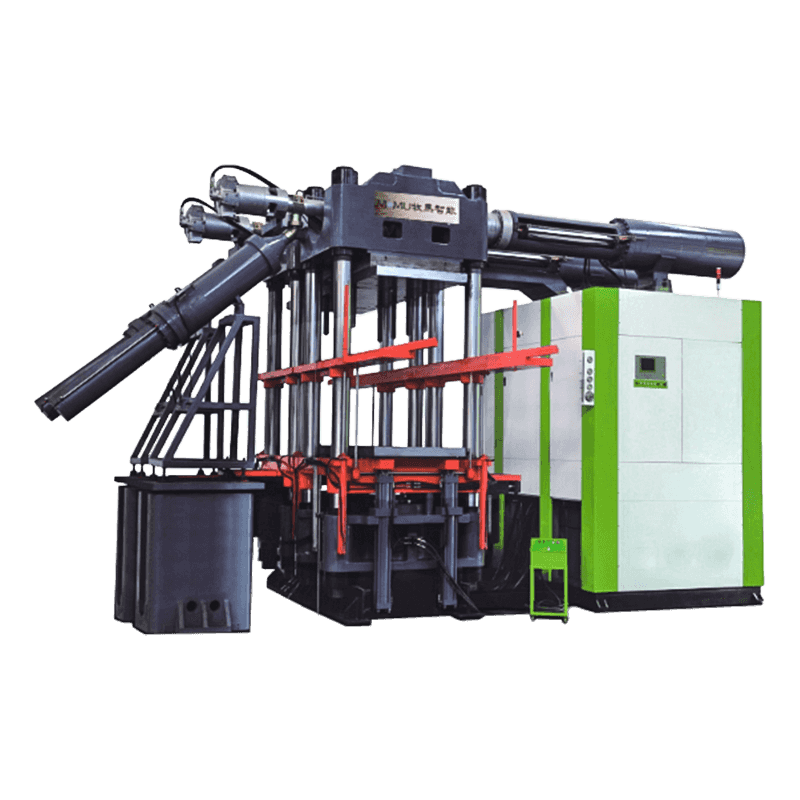
สำหรับการประมวลผล LSR หน่วยฉีดจะติดตั้งระบบสูบจ่ายและผสมสององค์ประกอบที่ดึงจากถังวัสดุทั้งสองโดยใช้ปั๊มเกียร์ที่มีความแม่นยำ ผสมพวกมันในอัตราส่วนที่ถูกต้องผ่านชุดเครื่องผสมแบบคงที่ และส่งมอบวัสดุผสมไปยังกระบอกฉีดเย็น ชุดประกอบกระบอกและสกรูจะถูกทำให้เย็นลง — โดยทั่วไปแล้วจะใช้น้ำเย็นที่อุณหภูมิ 5–15°C — เพื่อรักษา LSR ให้ต่ำกว่าอุณหภูมิการเปิดใช้งานในระหว่างรอบการฉีด เมื่อวัสดุถูกฉีดเข้าไปในแม่พิมพ์ที่ให้ความร้อน (150–220°C) อุณหภูมิที่เพิ่มขึ้นอย่างมากจะกระตุ้นตัวเร่งปฏิกิริยาแพลตตินัม และปฏิกิริยาการรักษาจะดำเนินการเสร็จสิ้นภายในไม่กี่วินาที
ส่วนประกอบสำคัญของเครื่องฉีดขึ้นรูปซิลิโคน/ยาง
| ส่วนประกอบ | ฟังก์ชั่น | ข้อมูลจำเพาะที่สำคัญ |
| หน่วยวัดแสงแบบสององค์ประกอบ | สูบจ่ายและปั๊มส่วนประกอบ LSR A และ B อย่างแม่นยำ | ความแม่นยำของอัตราส่วน ±0.5% หรือดีกว่า |
| มิกเซอร์แบบคงที่/ไดนามิก | ผสมส่วนประกอบ A และ B ให้เป็นเนื้อเดียวกันก่อนการฉีด | ประสิทธิภาพการผสม การให้ความร้อนแรงเฉือนต่ำ |
| กระบอกฉีดเย็นและสกรู | ลำเลียงและฉีดวัสดุพร้อมทั้งป้องกันการแข็งตัวก่อนวัยอันควร | ระบายความร้อนด้วยน้ำเย็น 5–15°C |
| หน่วยจับยึดและแม่พิมพ์แบบอุ่น | เก็บแม่พิมพ์ปิดภายใต้ความกดดันและจ่ายความร้อนในการรักษา | 150–220°C แรงจับยึดต่อคาวิตี้ |
| ระบบวิ่งเย็น | ส่งวัสดุไปยังฟันผุโดยไม่ต้องเสียป่วงที่บ่มแล้ว | ของเสียเกือบเป็นศูนย์ แยกด้วยความร้อน |
| ระบบควบคุม (CNC/PLC) | จัดการความเร็ว ความดัน อุณหภูมิ และเวลาของการฉีด | ความสามารถในการทำซ้ำของกระบวนการ การบันทึกข้อมูล |
ข้อควรพิจารณาในการออกแบบแม่พิมพ์โดยเฉพาะสำหรับการฉีดขึ้นรูปซิลิโคน
การออกแบบแม่พิมพ์สำหรับการฉีดขึ้นรูปซิลิโคนต้องอาศัยความเอาใจใส่อย่างระมัดระวังต่อปัจจัยที่แตกต่างอย่างมีนัยสำคัญจากเครื่องมือเทอร์โมพลาสติก ความหนืดต่ำของซิลิโคนในรูปแบบ LSR ซึ่งมักจะถูกเปรียบเทียบกับครีมหนักหรือแป้งแพนเค้ก หมายความว่าซิลิโคนจะไหลลงสู่ช่องว่างที่เล็กที่สุดระหว่างพื้นผิวการแยกแม่พิมพ์ได้อย่างง่ายดาย ทำให้เกิดแสงแฟลชที่ต้องถอดออกในขั้นตอนหลังการประมวลผล การขึ้นรูปซิลิโคนแบบไม่มีวาบไฟหรือใกล้วาบไฟต้องใช้ค่าเผื่อความเรียบของพื้นผิวในการกลึงตัดที่แน่นมาก โดยทั่วไปจะอยู่ภายใน 2-5 ไมครอน และเหล็กกล้าเครื่องมือกราวด์ที่มีความแม่นยำซึ่งมีความแข็งสูงกว่า 48 HRC เพื่อรักษาค่าเผื่อเหล่านี้ไว้มากกว่าล้านรอบ
การระบายอากาศเป็นสิ่งสำคัญในการออกแบบแม่พิมพ์ซิลิโคน เนื่องจากอากาศที่ติดอยู่ในช่องโพรงไม่สามารถทะลุผ่านวัสดุได้เช่นเดียวกับในกระบวนการที่มีรูพรุน - อากาศที่ติดอยู่จะทำให้เกิดช่องว่าง ช็อตสั้น หรือข้อบกพร่องที่พื้นผิว ช่องระบายอากาศที่ตื้นถึง 3-8 ไมครอนจะถูกรวมไว้ที่เส้นแยกและที่จุดเติมสุดท้ายของแต่ละช่อง การออกแบบระบบดีดออกต้องคำนึงถึงความยืดหยุ่นสูงและแรงยึดติดพื้นผิวของชิ้นส่วนซิลิโคนที่บ่มแล้ว — การถอดแม่พิมพ์โดยไม่ฉีกขาดหรือบิดเบี้ยวคุณสมบัติผนังบางมักต้องใช้การออกแบบมุมร่างอย่างระมัดระวัง การสร้างพื้นผิว หรือการใช้การเคลือบป้องกันการยึดเกาะ เช่น PTFE หรือการเคลือบพื้นผิวพลาสมาบนพื้นผิวโพรง
อุตสาหกรรมและการใช้งานที่ให้บริการโดยการฉีดขึ้นรูปซิลิโคน
การผสมผสานระหว่างคุณสมบัติของวัสดุที่โดดเด่นของซิลิโคนและความแม่นยำที่ได้จากการฉีดขึ้นรูป ทำให้เครื่องฉีดขึ้นรูปซิลิโคน/ยางเป็นศูนย์กลางของการผลิตในอุตสาหกรรมที่หลากหลายอย่างน่าทึ่ง แต่ละภาคส่วนใช้ประโยชน์จากชุดย่อยที่แตกต่างกันของคุณลักษณะด้านประสิทธิภาพของซิลิโคน และความสามารถในการผลิตรูปทรงที่ซับซ้อนพร้อมพิกัดความเผื่อที่แคบในปริมาณมาก ทำให้การฉีดขึ้นรูปเป็นวิธีการผลิตที่ต้องการในทุกส่วน
- การแพทย์และเภสัชกรรม: ความเข้ากันได้ทางชีวภาพ ความสามารถในการฆ่าเชื้อ และความเฉื่อยทางเคมีของซิลิโคน ทำให้ซิลิโคนกลายเป็นวัสดุที่เลือกใช้สำหรับส่วนประกอบของสายสวน ซีลอุปกรณ์ที่ฝังได้ ที่จับเครื่องมือผ่าตัด หน้ากากช่วยหายใจ และเมมเบรนวาล์วส่งยา การฉีดขึ้นรูป LSR ช่วยให้ชิ้นส่วนเหล่านี้สามารถผลิตได้ตามมาตรฐานอุปกรณ์การแพทย์ Class III พร้อมการตรวจสอบกระบวนการและการตรวจสอบย้อนกลับอย่างเต็มรูปแบบ
- ยานยนต์: ซีลขั้วต่อ แหวนวงแหวน รองเท้าหัวเทียน ท่อเทอร์โบชาร์จเจอร์ และปะเก็นสำหรับการใช้งานใต้ฝากระโปรง อาศัยความสามารถของซิลิโคนในการรักษาประสิทธิภาพการซีลที่อุณหภูมิตั้งแต่ -60°C ถึงมากกว่า 200°C ตลอดอายุการใช้งานของยานพาหนะ
- เครื่องใช้ไฟฟ้า: ฝาครอบป้องกัน เมมเบรนของปุ่ม ซีลกันน้ำสำหรับอุปกรณ์สวมใส่ และปลายหูฟังได้รับการฉีดขึ้นรูปจาก LSR ในเครื่องมือที่มีโพรงอากาศสูงซึ่งผลิตชิ้นส่วนหลายล้านชิ้นต่อปีด้วยความแม่นยำของขนาดที่สม่ำเสมอ
- ผลิตภัณฑ์สำหรับทารกและเด็กและเยาวชน: จุกนมขวดนม จุกนม ยางกัด และปลายช้อนป้อนอาหารที่ทำจากสารประกอบ LSR เกรดอาหารและเป็นไปตามข้อกำหนดของ FDA ผลิตขึ้นในแม่พิมพ์แบบหลายช่องด้วยระเบียบวิธีการผลิตที่ถูกสุขอนามัยที่เข้มงวด
- อุตสาหกรรมและพลังงาน: ฉนวนไฟฟ้าสำหรับอุปกรณ์ส่งไฟฟ้าแรงสูง ไดอะแฟรมปั๊ม เช็ควาล์ว และซีลการประมวลผลทางเคมีใช้ประโยชน์จากการรวมกันของความต้านทานไฟฟ้า ความคงตัวของรังสี UV และความทนทานต่อสารเคมีในสภาพแวดล้อมกลางแจ้งและกระบวนการที่มีความต้องการสูง
ตั้งแต่แร่ควอทซ์ไซต์ที่ป้อนเข้าไปในเตาอาร์คไปจนถึงซีลซิลิโคนขึ้นรูปอย่างแม่นยำบนการปลูกถ่ายทางการแพทย์ การเดินทางของซิลิโคนจากวัตถุดิบไปจนถึงผลิตภัณฑ์สำเร็จรูปถือเป็นหนึ่งในเคมีอุตสาหกรรมและวิศวกรรมความแม่นยำที่ทำงานประสานกันอย่างใกล้ชิด เครื่องฉีดขึ้นรูปซิลิโคน/ยางเป็นศูนย์กลางของห่วงโซ่คุณค่านี้ โดยเปลี่ยนเทอร์โมเซ็ตโพลีเมอร์ที่ได้รับการผสมสูตรอย่างพิถีพิถันให้เป็นส่วนประกอบที่มีความแม่นยำสูงและมีมิติที่แม่นยำ ซึ่งฝังแน่นอย่างมองไม่เห็นแต่ขาดไม่ได้ในผลิตภัณฑ์ที่นิยามชีวิตสมัยใหม่