การขึ้นรูปแบบอัดยางเป็นหนึ่งในกระบวนการที่เก่าแก่และใช้กันอย่างแพร่หลายมากที่สุดในการผลิตชิ้นส่วนยาง และเครื่องที่เป็นศูนย์กลางของกระบวนการนี้ — เครื่องขึ้นรูปแบบอัดยาง — ยังคงเป็นรากฐานสำคัญของสายการผลิตในอุตสาหกรรมยานยนต์ การบินและอวกาศ การปิดผนึกทางอุตสาหกรรม และภาคสินค้าอุปโภคบริโภค แม้ว่าเทคโนโลยีการฉีดและการฉีดขึ้นรูปจะเพิ่มขึ้น แต่การขึ้นรูปแบบอัดยังคงอยู่เนื่องจากความเรียบง่าย ความได้เปรียบด้านต้นทุนเครื่องมือ และความเหมาะสมสำหรับสารประกอบยางและรูปทรงของชิ้นส่วนที่หลากหลาย การทำความเข้าใจวิธีการทำงานของเครื่องจักรเหล่านี้ สิ่งที่ทำให้อุปกรณ์คุณภาพสูงแตกต่างจากค่าเฉลี่ย และวิธีจับคู่ข้อมูลจำเพาะของเครื่องจักรกับความต้องการในการผลิตของคุณ เป็นสิ่งสำคัญสำหรับวิศวกร ผู้จัดการฝ่ายจัดซื้อ และผู้ปฏิบัติงานในโรงงานที่ทำงานกับผลิตภัณฑ์ยางวัลคาไนซ์
เครื่องอัดขึ้นรูปยางทำหน้าที่อะไร
ก เครื่องอัดขึ้นรูปยาง ใช้ความร้อนและความดันที่ควบคุมกับประจุที่วัดไว้ล่วงหน้าของสารประกอบยางที่ไม่แข็งตัวซึ่งวางลงในโพรงแม่พิมพ์แบบเปิดโดยตรง เมื่อเครื่องปิดแม่พิมพ์ด้วยแรงดันไฮดรอลิก ยางจะถูกบังคับให้ปรับให้เข้ากับรูปร่างของโพรง ความร้อนคงที่ โดยทั่วไปจะอยู่ระหว่าง 150°C ถึง 200°C ขึ้นอยู่กับสารประกอบ จะทำให้เกิดการหลอมโลหะ ซึ่งเป็นกระบวนการเชื่อมขวางทางเคมีที่เปลี่ยนสารประกอบยางที่อ่อนนุ่มและยืดหยุ่นได้ให้เป็นชิ้นส่วนสำเร็จรูปที่ทนทานและยืดหยุ่น เมื่อวงจรการแข็งตัวเสร็จสมบูรณ์ แม่พิมพ์จะเปิดขึ้นและชิ้นส่วนจะถูกเอาออก ซึ่งมักจะต้องใช้การแฟลชด้วยมือเพื่อตัดวัสดุส่วนเกินที่ไหลเข้าสู่แนวการแยกส่วน
กระบวนการอัดขึ้นรูปเหมาะอย่างยิ่งกับยางธรรมชาติ EPDM ซิลิโคน นีโอพรีน ไนไตรล์ (NBR) และฟลูออโรอีลาสโตเมอร์ (FKM/Viton) โดยทั่วไปจะใช้ในการผลิตซีล ปะเก็น โอริง ตัวหน่วงการสั่นสะเทือน ไดอะแฟรม บุชชิ่ง และโปรไฟล์ยางสั่งทำพิเศษ เนื่องจากแม่พิมพ์เปิดในระหว่างการโหลด การขึ้นรูปแบบอัดจึงรองรับยางที่เสริมแรงด้วยผ้า ชิ้นส่วนที่เชื่อมด้วยยางและโลหะ และแทรกได้เป็นธรรมชาติมากกว่ากระบวนการฉีดขึ้นรูป ทำให้เป็นวิธีที่นิยมสำหรับส่วนประกอบยางคอมโพสิตที่ซับซ้อน
ส่วนประกอบหลักของเครื่องอัดขึ้นรูปยาง
การทำความเข้าใจส่วนประกอบหลักของเครื่องอัดขึ้นรูปทำให้ทั้งหลักการทำงานและปัจจัยด้านคุณภาพที่สำคัญในการประเมินชัดเจนขึ้นเมื่อเปรียบเทียบรุ่นจากผู้ผลิตหลายราย
ระบบไฮดรอลิก
ระบบไฮดรอลิกเป็นหัวใจสร้างแรงของเครื่องจักร ปั๊มไฮดรอลิกจะขับของเหลวเข้าไปในกระบอกสูบเพื่อกระตุ้นแท่นที่กำลังเคลื่อนที่ ทำให้เกิดแรงจับยึดที่ปิดแม่พิมพ์และรักษาแรงดันไว้ตลอดวงจรการแข็งตัว แรงจับยึดจะวัดเป็นตันและกำหนดขนาดแม่พิมพ์สูงสุดและแรงดันในโพรงโดยตรงโดยตรง เครื่องจักรมีตั้งแต่หน่วยตั้งโต๊ะขนาดเล็ก 10 ถึง 50 ตันสำหรับงานห้องปฏิบัติการและงานต้นแบบ ไปจนถึงเครื่องพิมพ์การผลิตขนาดใหญ่เกิน 1,000 ตันสำหรับชิ้นส่วนยานยนต์และอุตสาหกรรม ความเสถียรของแรงดันของระบบไฮดรอลิกในระหว่างการแข็งตัวเป็นสิ่งสำคัญ — ความผันผวนทำให้เกิดการเปลี่ยนแปลงมิติในชิ้นส่วนที่เสร็จแล้ว และอาจส่งผลให้การเติมหรือช่องว่างในยางไม่สมบูรณ์

แผ่นทำความร้อน
แท่นวางด้านบนและด้านล่างเป็นแผ่นโลหะที่เรียบและกราวด์อย่างแม่นยำ ซึ่งยึดครึ่งหนึ่งของแม่พิมพ์และถ่ายเทความร้อนเข้าไป แท่นจะถูกให้ความร้อนภายในโดยใช้องค์ประกอบต้านทานไฟฟ้า ไอน้ำ หรือการหมุนเวียนของน้ำมันร้อน การทำความร้อนด้วยไฟฟ้าเป็นเรื่องปกติในเครื่องจักรสมัยใหม่เนื่องจากสามารถควบคุมได้อย่างแม่นยำและบำรุงรักษาง่าย การทำความร้อนด้วยไอน้ำให้อัตราการเพิ่มความร้อนที่รวดเร็ว แต่ต้องใช้โครงสร้างพื้นฐานและระบบการจัดการแรงดัน ความสม่ำเสมอของการกระจายอุณหภูมิทั่วทั้งพื้นผิวแท่นวางเป็นหนึ่งในตัวบ่งชี้คุณภาพที่สำคัญที่สุดสำหรับเครื่องอัดขึ้นรูป — การเปลี่ยนแปลงของอุณหภูมิที่มากกว่า ±3°C ทั่วทั้งแท่นอาจทำให้เกิดการแข็งตัวที่ไม่สม่ำเสมอ ส่งผลให้ชิ้นส่วนมีความแข็ง ความหนาแน่น และความแม่นยำของมิติไม่สอดคล้องกันทั่วทั้งแม่พิมพ์
ระบบควบคุม
เครื่องอัดขึ้นรูปยางสมัยใหม่ใช้ระบบควบคุมที่ใช้ PLC (ตัวควบคุมลอจิกที่ตั้งโปรแกรมได้) พร้อมด้วยหน้าจอสัมผัส HMI (อินเทอร์เฟซระหว่างเครื่องจักรกับมนุษย์) ซึ่งช่วยให้ผู้ปฏิบัติงานสามารถตั้งโปรแกรมและจัดเก็บสูตรการรักษาได้ โดยผสมผสานการตั้งค่าอุณหภูมิ ความดัน และเวลาสำหรับสารประกอบยางเฉพาะและรูปทรงของชิ้นส่วน เครื่องจักรขั้นสูงนำเสนอการควบคุมแรงดันแบบหลายขั้นตอน การหายใจของแม่พิมพ์อัตโนมัติ (ควบคุมการปล่อยแรงดันชั่วขณะเพื่อให้อากาศที่ติดอยู่และสารระเหยหลุดออกไประหว่างการบ่ม) และการบูรณาการกับการตรวจสอบการผลิตและระบบข้อมูลคุณภาพ เครื่องจักรระดับเริ่มต้นอาจใช้ตัวจับเวลาแบบรีเลย์หรือแบบอะนาล็อกที่ง่ายกว่า และตัวควบคุมอุณหภูมิ ซึ่งจำกัดความแม่นยำและความสามารถในการตรวจสอบย้อนกลับ แต่ลดต้นทุน
พารามิเตอร์กระบวนการหลักและผลกระทบต่อคุณภาพของชิ้นส่วนอย่างไร
คุณภาพการอัดขึ้นรูปยางจะถูกควบคุมโดยพารามิเตอร์กระบวนการที่เป็นอิสระ 3 ประการ ได้แก่ อุณหภูมิ ความดัน และเวลา การได้รับสิทธิเหล่านี้สำหรับการออกแบบสารประกอบยางและแม่พิมพ์เฉพาะถือเป็นรากฐานของการผลิตที่สม่ำเสมอ
| พารามิเตอร์ | ช่วงทั่วไป | ผลกระทบของต่ำเกินไป | ผลกระทบของสูงเกินไป |
| อุณหภูมิ | 150°ซ – 200°ซ | อันเดอร์เคียว; ส่วนที่อ่อนนุ่มและอ่อนแอ | โอเวอร์เคียว; ความเปราะบางการเสื่อมสภาพของพื้นผิว |
| ความกดดัน | แรงดันโพรง 5 – 15 MPa | เติมไม่ครบ; ความพรุน; นัดสั้น | แฟลชมากเกินไป ความเสียหายของเชื้อรา |
| เวลารักษา | 2 – 20 นาที (ขึ้นอยู่กับสารประกอบ) | อันเดอร์เคียว; ไม่มีรสนิยมที่ดี; คุณสมบัติทางกลไม่ดี | การกลับรายการ (ใน NR); รอบเวลาเสียไป |
ระยะเวลาการแข็งตัวเป็นค่าเฉพาะของสารประกอบ และต้องผ่านการทดสอบรีโอมิเตอร์ (โดยใช้เครื่องมือ เช่น MDR — รีโอมิเตอร์แม่พิมพ์แบบเคลื่อนที่) ก่อนเริ่มการผลิต รีโอมิเตอร์จะสร้างกราฟการแข็งตัวที่แสดงเวลาการแข็งตัวที่เหมาะสมที่สุด (T90 — เวลาในการถึง 90% ของแรงบิดสูงสุด) สำหรับอุณหภูมิที่กำหนด การทำงานของชิ้นส่วนที่ T90 แทนที่จะบ่มมากเกินไปจะช่วยลดเวลารอบการทำงานและการใช้พลังงาน โดยไม่กระทบต่อคุณสมบัติทางกล โรงงานผลิตหลายแห่งจัดเก็บข้อมูลการรักษาแบบรีโอมิเตอร์ควบคู่ไปกับสูตรการรักษาด้วย PLC เพื่อรักษาความสามารถในการตรวจสอบย้อนกลับ และช่วยให้สามารถปรับสูตรได้อย่างรวดเร็วเมื่อมีการเปลี่ยนแปลงชุดวัตถุดิบ
ประเภทของเครื่องอัดขึ้นรูปยาง
เครื่องอัดขึ้นรูปยางมีให้เลือกใช้งานหลายรูปแบบทั้งโครงสร้างและการใช้งาน ซึ่งแต่ละรุ่นเหมาะกับขนาดการผลิตและข้อกำหนดชิ้นส่วนที่แตกต่างกัน
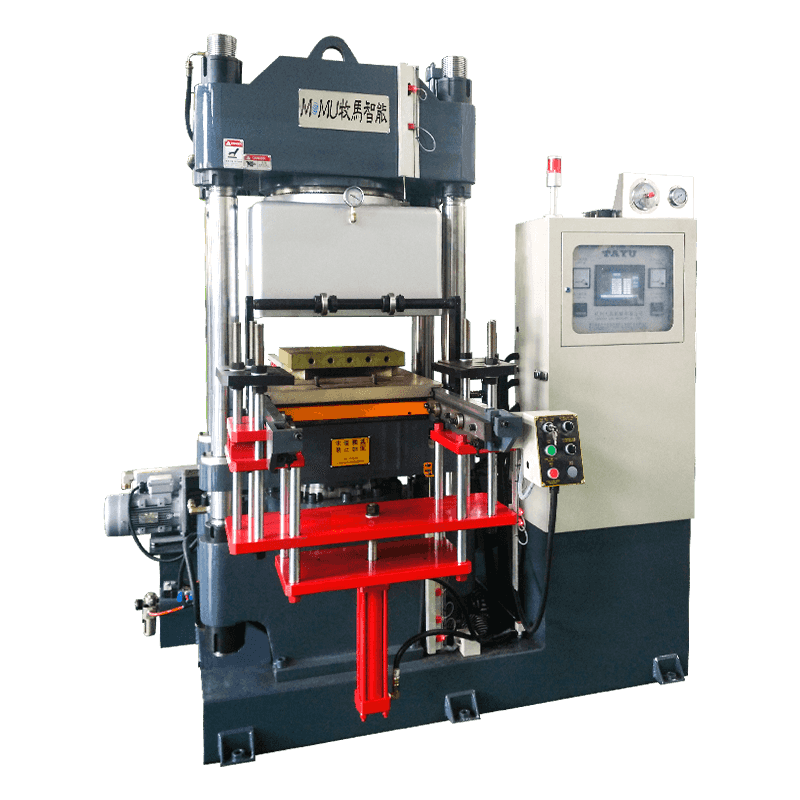
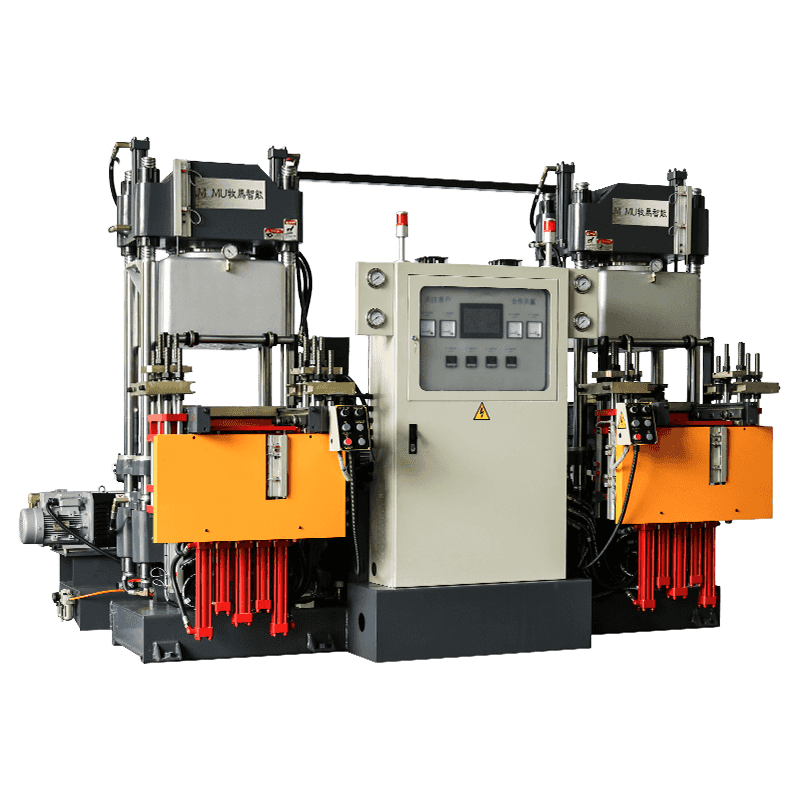
- กดในเวลากลางวันเดียว: รูปแบบที่พบบ่อยที่สุด โดยมีแท่นวางด้านบนและด้านล่างหนึ่งชุดที่เปิดและปิดได้ในคราวเดียว ใช้งานและบำรุงรักษาง่าย และเหมาะสำหรับการผลิตชิ้นส่วนยางมาตรฐานส่วนใหญ่ มีจำหน่ายในขนาดตั้งแต่รุ่นห้องปฏิบัติการแบบตั้งโต๊ะไปจนถึงเครื่องพิมพ์อุตสาหกรรมขนาดใหญ่
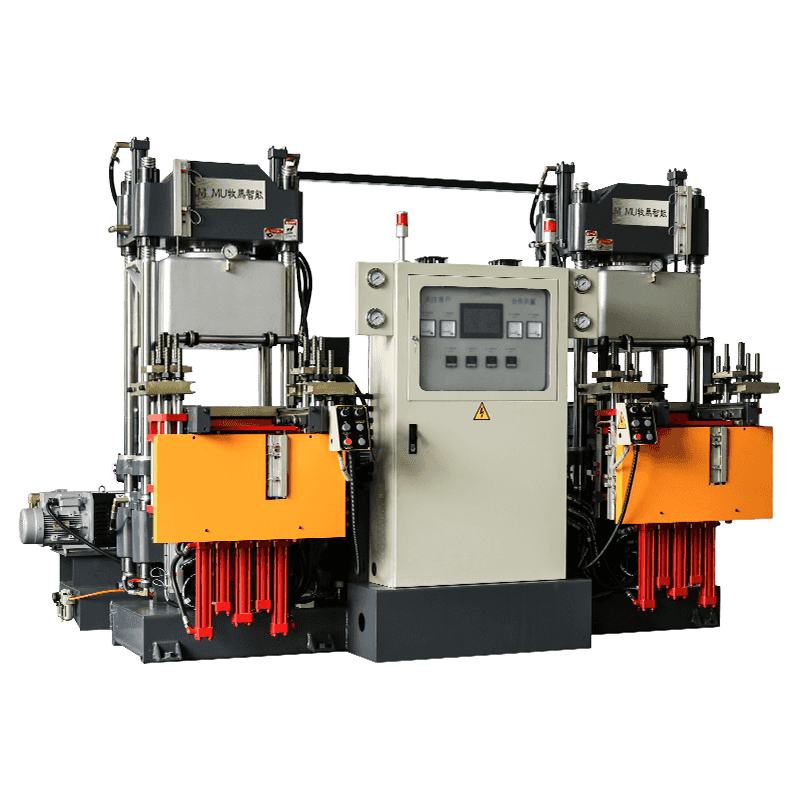
- กดหลายวัน: นำเสนอระดับการเปิดแม่พิมพ์หลายระดับ (แสงกลางวัน) ซ้อนกันในแนวตั้งภายในกรอบการกดครั้งเดียว ช่วยให้สามารถบ่มแม่พิมพ์หลายแบบพร้อมกันในรอบการกดครั้งเดียว เพิ่มผลผลิตต่อขนาดของเครื่องจักรอย่างมีนัยสำคัญ และมีการใช้กันอย่างแพร่หลายในการผลิตปะเก็นและซีลในปริมาณมาก
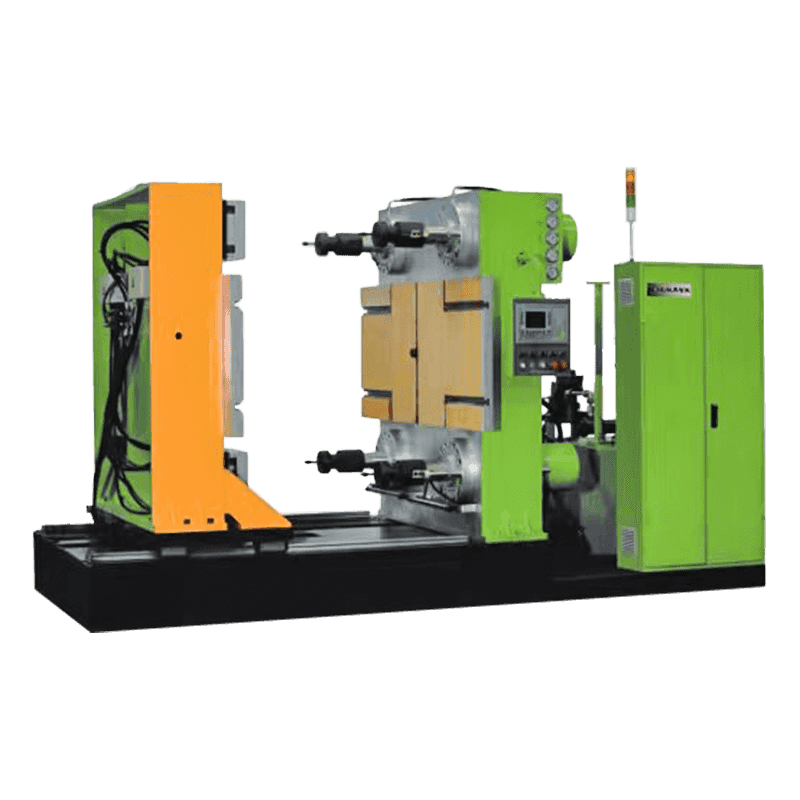
- เครื่องกดโต๊ะหมุน: ใช้วงล้อหมุนของสถานีแม่พิมพ์ที่สร้างดัชนีตามตำแหน่งการบรรทุก การกด และการขนถ่าย ช่วยให้สามารถทำงานได้อย่างต่อเนื่องโดยลดการหยุดทำงานของผู้ปฏิบัติงานระหว่างรอบ เหมาะสำหรับการผลิตชิ้นส่วนขนาดเล็กถึงขนาดกลางในปริมาณมาก
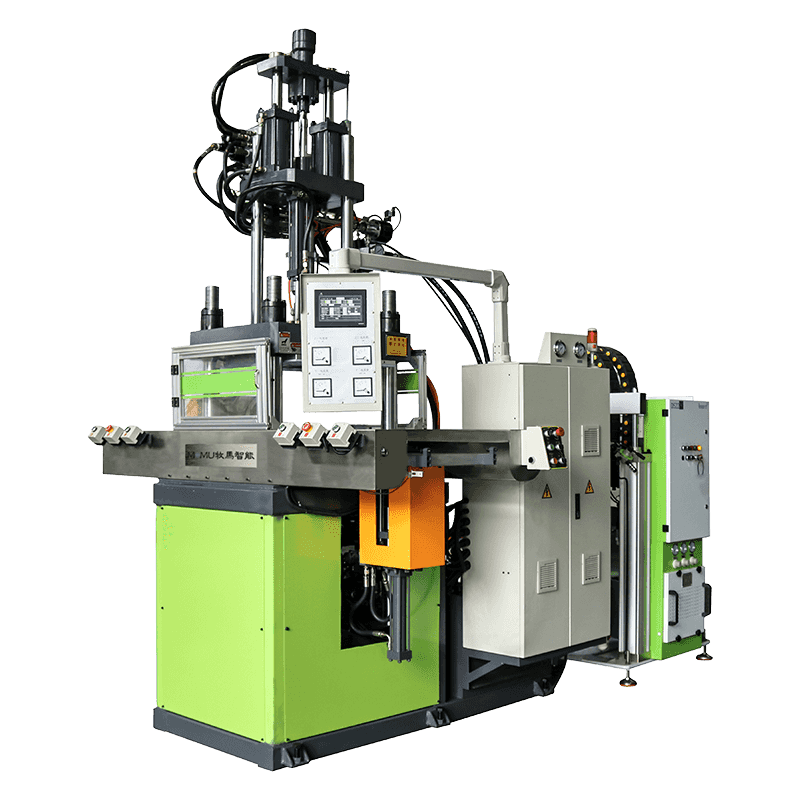
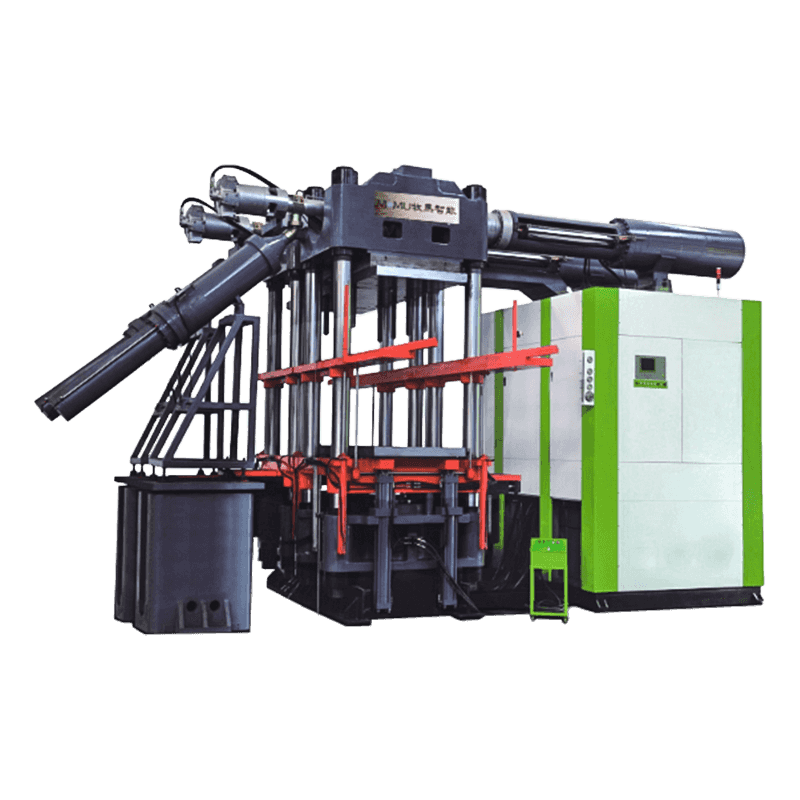
- เครื่องอัดขึ้นรูปสูญญากาศ: เครื่องจักรเหล่านี้ติดตั้งห้องสุญญากาศรอบๆ บริเวณแม่พิมพ์ โดยจะถ่ายอากาศออกจากโพรงแม่พิมพ์ก่อนและระหว่างการปิด ซึ่งจะช่วยป้องกันการกักเก็บอากาศในยาง ซึ่งเป็นสิ่งสำคัญสำหรับชิ้นส่วนซิลิโคนและการใช้งานอื่นๆ ที่ไม่สามารถยอมรับความพรุนได้ เช่น อุปกรณ์ทางการแพทย์ ซีลสัมผัสอาหาร และไดอะแฟรมประสิทธิภาพสูง
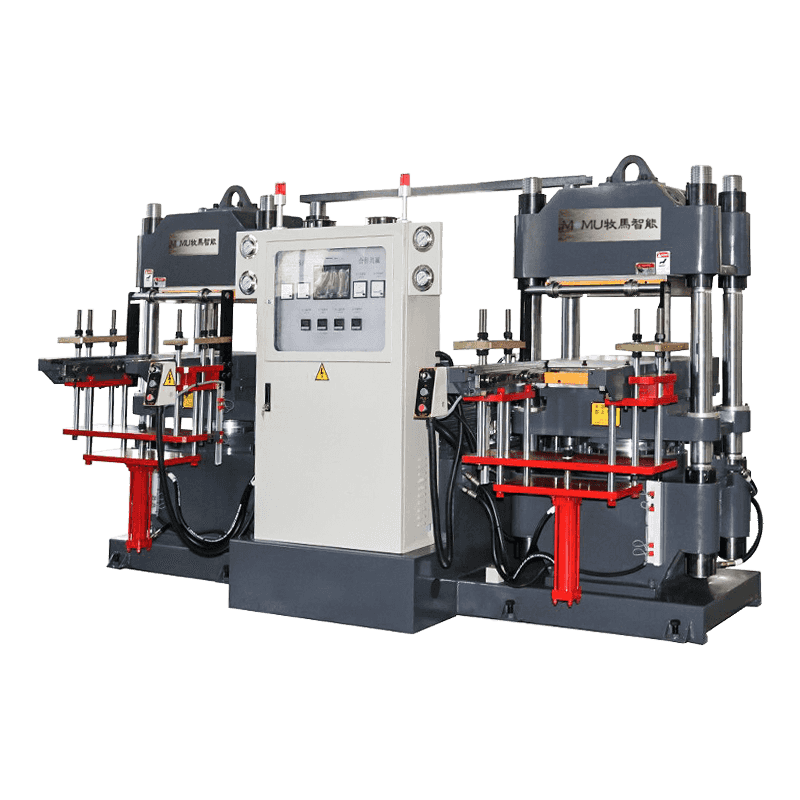
- เครื่องอัดไฮดรอลิกสี่คอลัมน์: ใช้คอลัมน์นำทางแนวตั้งสี่คอลัมน์รอบๆ พื้นที่แท่นวางเพื่อความขนานที่แม่นยำระหว่างการปิดแม่พิมพ์ เหมาะสำหรับแม่พิมพ์ขนาดใหญ่หรือแม่พิมพ์ที่มีความแม่นยำ ซึ่งการโก่งตัวของแท่นวางหรือการเยื้องศูนย์จะทำให้เกิดแฟลชที่ไม่สม่ำเสมอ เส้นแบ่งส่วนไม่ตรงกัน หรือการแปรผันของมิติทั่วทั้งแม่พิมพ์
การอัดขึ้นรูปเทียบกับการถ่ายโอนและการฉีดขึ้นรูปสำหรับยาง
ผู้ผลิตยางมักเผชิญกับการตัดสินใจว่าการอัด การถ่ายโอน หรือการฉีดขึ้นรูปเป็นกระบวนการที่เหมาะสมสำหรับชิ้นส่วนเฉพาะหรือไม่ แต่ละข้อมีข้อดีและข้อจำกัดที่ชัดเจนซึ่งควรประเมินโดยเทียบกับปริมาณการผลิต ความซับซ้อนของชิ้นส่วน ประเภทวัสดุ และงบประมาณด้านเครื่องมือ
| ปัจจัย | การบีบอัด | โอน | การฉีด |
| ค่าเครื่องมือ | ต่ำ | ปานกลาง | สูง |
| รอบเวลา | อีกต่อไป | ปานกลาง | สั้นที่สุด |
| ขยะวัสดุ | ปานกลาง (แฟลช) | ปานกลาง (หม้อ/ป่วง) | ต่ำ |
| ความซับซ้อนของชิ้นส่วน | ต่ำ to Medium | ปานกลาง | สูง |
| แทรกการปั้น | ยอดเยี่ยม | ดี | จำกัด |
| ความเหมาะสมของปริมาณ | ต่ำ to medium | ปานกลาง | สูง volume |
| จำเป็นต้องมีทักษะของผู้ปฏิบัติงาน | ปานกลาง | ปานกลาง | สูงer |
การขึ้นรูปแบบอัดมีชัยในด้านต้นทุนเครื่องมือและความยืดหยุ่นในการขึ้นรูปแบบเม็ดมีดอย่างต่อเนื่อง ซึ่งเป็นเหตุผลว่าทำไมกระบวนการนี้จึงยังคงเป็นกระบวนการหลักสำหรับการพัฒนาต้นแบบ ระยะเวลาการผลิตระยะสั้น และชิ้นส่วนที่ต้องใช้การยึดเกาะของโลหะหรือผ้า สำหรับการใช้งานในปริมาณมากซึ่งต้นทุนแรงงานต่อชิ้นส่วนกลายเป็นปัจจัยทางเศรษฐกิจที่สำคัญ โดยทั่วไปวงจรอัตโนมัติของการฉีดขึ้นรูปและข้อกำหนดการตัดเฉือนขั้นต่ำจะทำให้การลงทุนด้านอุปกรณ์และเครื่องมือสูงขึ้น
สิ่งที่ต้องประเมินเมื่อเลือกเครื่องอัดขึ้นรูปยาง
การเลือกเครื่องจักรที่เหมาะสมจำเป็นต้องมีการจัดตำแหน่งอย่างระมัดระวังระหว่างข้อกำหนดเฉพาะของผลิตภัณฑ์ ปริมาณการผลิต สารประกอบยาง และสภาพแวดล้อมการปฏิบัติงาน การซื้ออุปกรณ์ที่ไม่ระบุรายละเอียดจะทำให้เกิดปัญหาคอขวด ทุนขยะที่ระบุมากเกินไป เกณฑ์ต่อไปนี้ควรเป็นแนวทางในการประเมินที่จริงจัง:
- แรงหนีบ: คำนวณน้ำหนักที่ต้องการโดยพิจารณาจากความดันโพรงที่คาดการณ์ไว้ (โดยทั่วไปคือ 7 ถึง 12 MPa สำหรับสารประกอบยางส่วนใหญ่) คูณด้วยพื้นที่ประมาณการทั้งหมดของฟันผุทั้งหมดบวกกับพื้นที่วาบไฟในแม่พิมพ์ รวมระยะขอบด้านความปลอดภัยอย่างน้อย 20% เสมอเพื่อรองรับการเปลี่ยนแปลงระหว่างสารประกอบและการออกแบบแม่พิมพ์
- ขนาดแท่นวาง: แท่นวางต้องมีขนาดใหญ่พอที่จะรองรับแม่พิมพ์ที่ใหญ่ที่สุดของคุณโดยมีช่องห่างทุกด้านเพื่อการหนีบและความสม่ำเสมอของความร้อน ขนาดแท่นวางมาตรฐานมีตั้งแต่ 200 × 200 มม. สำหรับแท่นพิมพ์ในห้องปฏิบัติการขนาดเล็ก จนถึง 1,200 × 1,200 มม. หรือใหญ่กว่าสำหรับเครื่องจักรการผลิตทางอุตสาหกรรม
- ความสม่ำเสมอของอุณหภูมิ: ขอข้อกำหนดจำเพาะด้านความสม่ำเสมอของอุณหภูมิแท่นวางของผู้ผลิต และตรวจสอบแยกกันหากเป็นไปได้ สำหรับชิ้นส่วนซิลิโคนที่มีความแม่นยำหรือยางเกรดทางการแพทย์ ความสม่ำเสมอของ ±2°C หรือดีกว่าทั่วทั้งพื้นผิวแผ่นรองถือเป็นสิ่งสำคัญ
- เปิดตามฤดูกาล: ระยะห่างสูงสุดระหว่างแผ่นเปิดจะต้องรองรับความสูงของแม่พิมพ์บวกกับระยะห่างในการถอดและโหลดชิ้นส่วน แสงสว่างในเวลากลางวันที่ไม่เพียงพอจะทำให้ผู้ปฏิบัติงานอยู่ในตำแหน่งที่ไม่สะดวก ซึ่งจะทำให้รอบเวลาช้าลงและเพิ่มความเสี่ยงตามหลักสรีระศาสตร์
- ความซับซ้อนของระบบควบคุม: ประเมินว่าความสามารถในการจัดเก็บสูตร PLC การบันทึกข้อมูล และการตรวจสอบระยะไกลสอดคล้องกับข้อกำหนดด้านการจัดการคุณภาพและการตรวจสอบย้อนกลับของคุณหรือไม่ อุตสาหกรรมต่างๆ เช่น ยานยนต์ (IATF 16949) และการแพทย์ (ISO 13485) มีความคาดหวังด้านเอกสารกระบวนการเฉพาะที่เครื่องจักรที่เรียบง่ายไม่สามารถรองรับได้
- กfter-sales support and spare parts availability: ซีลไฮดรอลิก องค์ประกอบความร้อน และส่วนประกอบควบคุมสึกหรอเมื่อเวลาผ่านไป ยืนยันว่าผู้ผลิตหรือผู้จัดจำหน่ายในพื้นที่รักษาสินค้าคงคลังอะไหล่ไว้และสามารถให้การสนับสนุนด้านเทคนิคภายในเวลาตอบกลับที่ยอมรับได้สำหรับสภาพแวดล้อมการผลิตของคุณ
แนวทางปฏิบัติในการบำรุงรักษาที่ช่วยยืดอายุเครื่องจักรและปกป้องคุณภาพของชิ้นส่วน
ก rubber compression molding machine operating in production conditions is subject to continuous thermal cycling, hydraulic pressure stress, and rubber compound contamination. A disciplined maintenance routine is not optional — it is the difference between a machine that delivers consistent output for 20 years and one that generates defects and downtime within five.
- รายวัน: ทำความสะอาดพื้นผิวแท่นและพื้นผิวการแยกแม่พิมพ์ของแฟลชและสารตกค้างโดยใช้สารช่วยถอดที่เหมาะสมและเครื่องมือที่ไม่กัดกร่อน ตรวจสอบระดับน้ำมันไฮดรอลิกและตรวจหารอยรั่วที่มองเห็นได้รอบๆ ซีลกระบอกสูบและข้อต่อ ตรวจสอบการอ่านค่าอุณหภูมิของแท่นเทียบกับเทอร์โมคัปเปิลที่สอบเทียบแล้ว
- รายสัปดาห์: ตรวจสอบสภาพของน้ำมันไฮดรอลิกและสถานะตัวกรอง ตรวจสอบคอลัมน์นำและความขนานของแท่นวาง ตรวจสอบว่าอินเตอร์ล็อคนิรภัยทั้งหมด รวมทั้งการหยุดฉุกเฉิน ม่านแสง และวาล์วระบายแรงดัน ทำงานอย่างถูกต้อง
- รายเดือน: ปรับเทียบเครื่องควบคุมอุณหภูมิและเทอร์โมคัปเปิลกับข้อมูลอ้างอิงที่ตรวจสอบย้อนกลับได้ ตรวจสอบความต้านทานขององค์ประกอบความร้อนเพื่อระบุองค์ประกอบที่ใกล้หมดอายุการใช้งานก่อนที่จะเกิดความล้มเหลวในการผลิต ตรวจสอบซีลกระบอกไฮดรอลิกเพื่อดูสัญญาณการร้องไห้
- กnnually: เปลี่ยนน้ำมันไฮดรอลิกและเปลี่ยนไส้กรองทั้งหมด การวัดความเรียบของแท่นวางและการแก้ไขหากจำเป็น การตรวจสอบระบบไฟฟ้าที่สมบูรณ์ รวมถึงความแน่นของขั้วต่อ ความต้านทานของฉนวน และการเปลี่ยนแบตเตอรี่ PLC
ก rubber compression molding machine is a long-term capital investment whose return depends on process discipline as much as machine quality. Matching the right machine specification to your product range, establishing precise process parameters for each compound, and maintaining the equipment to manufacturer standards are the three pillars of productive, cost-effective rubber compression molding. For manufacturers who get this combination right, compression molding remains one of the most reliable and economically efficient rubber forming processes available.