Why Vacuum Changes Everything in Rubber Vulcanization
Rubber vulcanization — the process of cross-linking polymer chains using heat and pressure to transform raw rubber into a durable, elastic material — has been industrially practiced for over 180 years. Yet the introduction of vacuum technology into the vulcanization process represents one of the most significant refinements in modern rubber manufacturing. A vacuum rubber vulcanizing machine evacuates air and trapped gases from the rubber compound and mold cavity before and during cure, eliminating the porosity, voids, and surface defects that atmospheric-pressure vulcanization inevitably produces in precision components.
The result is a measurably superior product: denser cross-link networks, improved mechanical properties, better dimensional accuracy, and defect-free surfaces — all critical in applications where rubber component failure carries safety or regulatory consequences. As demand for precision rubber parts grows across automotive, aerospace, medical, and electronics sectors, vacuum vulcanizing machines have moved from specialty equipment to mainstream industrial tooling.
The Vulcanization Process: Conventional vs. Vacuum
To understand the value of vacuum vulcanization, it is useful to examine exactly where conventional methods fall short.
Conventional Compression or Transfer Molding
In standard compression or transfer vulcanization, a rubber compound is placed in a heated mold, and pressure is applied to force the material into the mold cavity. Air trapped within the compound or at the compound-mold interface has no escape path. As temperature rises and cross-linking begins, this trapped air forms microvoids — pores, blisters, and surface pitting — that reduce the part's density, tensile strength, and fatigue life. For non-critical consumer products, this degradation is acceptable. For seals, diaphragms, medical device components, and aerospace gaskets, it is not.
Vacuum-Assisted Vulcanization
A vacuum rubber vulcanizing machine applies a controlled vacuum — typically in the range of –0.08 to –0.098 MPa (approximately –80 to –98 kPa gauge) — to the mold cavity prior to compound injection or compression, and maintains that vacuum through the initial stages of cure. This evacuation removes dissolved gases from the rubber matrix, eliminates interfacial air pockets, and lowers the boiling point of moisture within the compound, drawing it out before heat is applied. The curing cycle then proceeds under both vacuum and applied pressure, yielding a fully consolidated, void-free part.
Key Technical Advantages of Vacuum Vulcanization
The performance benefits of vacuum vulcanization are quantifiable across multiple quality and process metrics:
- Elimination of porosity and voids — Vacuum evacuation removes trapped air before gelation locks it in place. Parts achieve relative densities approaching theoretical maximum for the compound, which directly translates to improved tensile strength, elongation at break, and fatigue resistance.
- Superior surface quality — Without air trapped at the mold-rubber interface, finished surfaces are smooth, cosmetically clean, and free of pitting. This is particularly critical for optical-grade silicone lenses, medical tubing, and consumer-facing rubber goods where aesthetics affect perceived quality.
- Better dimensional accuracy — Void-free consolidation produces parts that conform precisely to mold geometry. Shrinkage is more predictable and uniform, reducing post-cure dimensional variation — a key advantage for O-rings, seals, and tight-tolerance molded parts.
- Improved compound flow in complex geometries — Vacuum draw assists compound movement into deep undercuts, thin sections, and intricate mold features that atmospheric-pressure injection struggles to fill completely.
- Reduced scrap and rework rates — By eliminating the primary cause of visual and structural defects in molded rubber, vacuum vulcanization significantly lowers rejection rates on precision components, improving overall equipment effectiveness (OEE) for rubber molding operations.
- Compatibility with moisture-sensitive compounds — Silicone rubber, EPDM, and certain specialty elastomers are particularly sensitive to residual moisture during cure. Vacuum degassing prior to heating effectively removes this moisture, preventing steam-driven porosity in the cured part.
Types of Vacuum Rubber Vulcanizing Machines
Vacuum vulcanizing equipment is available in several configurations, each suited to different production scales, rubber types, and part geometries.
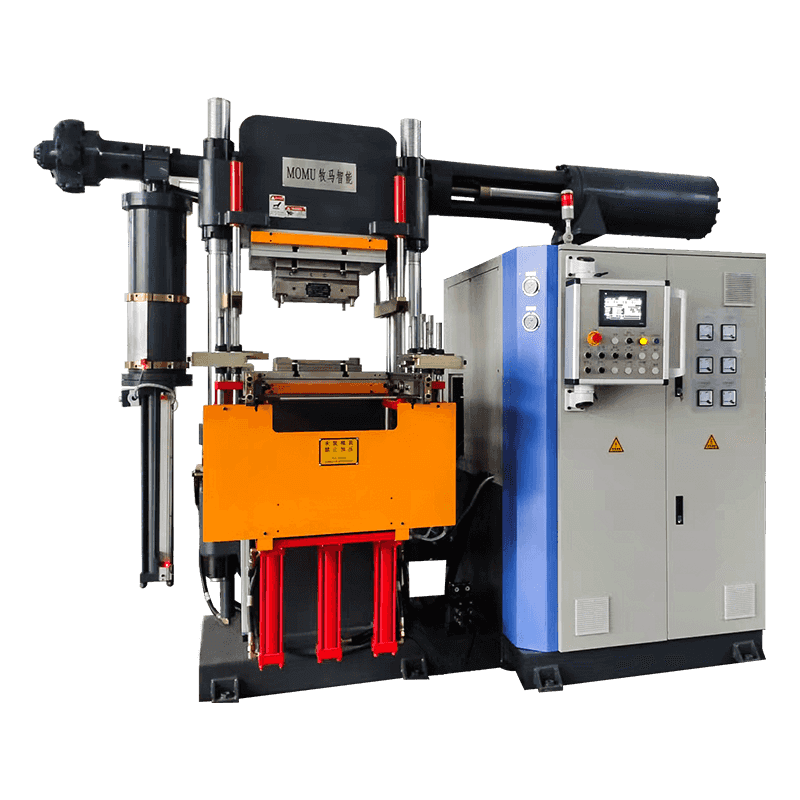
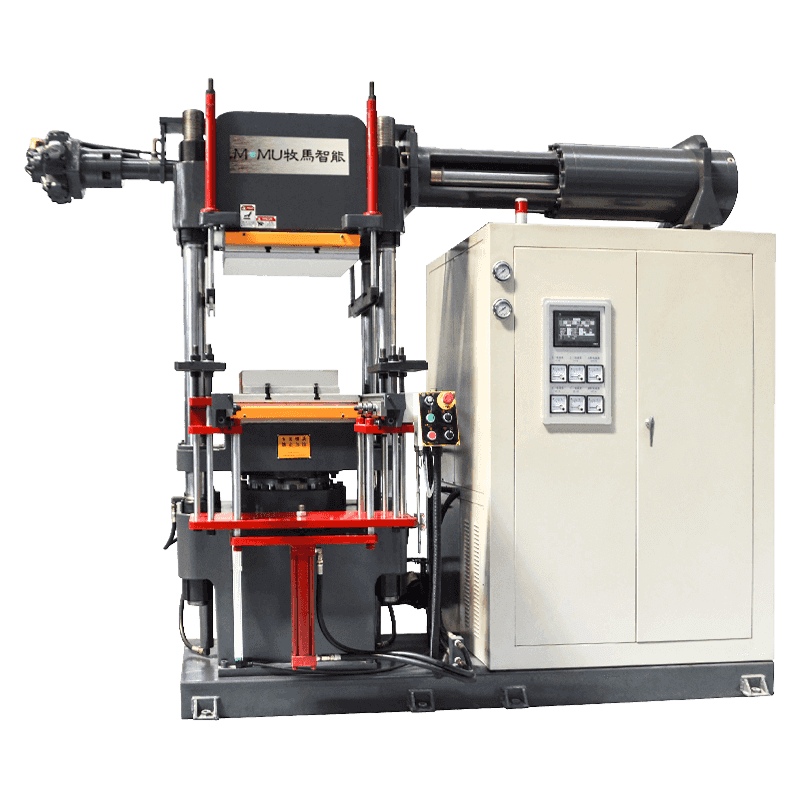
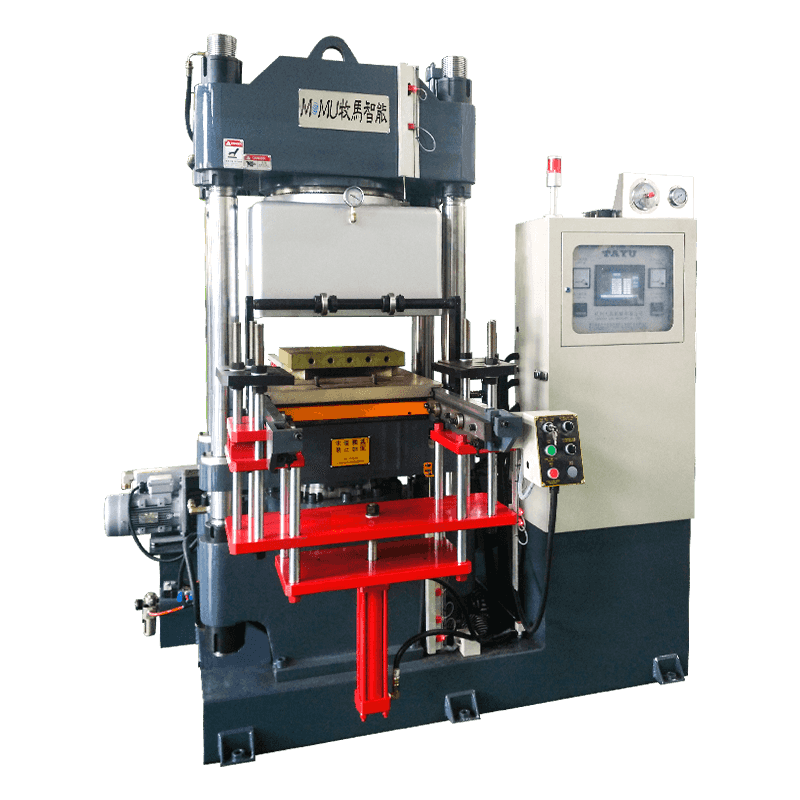
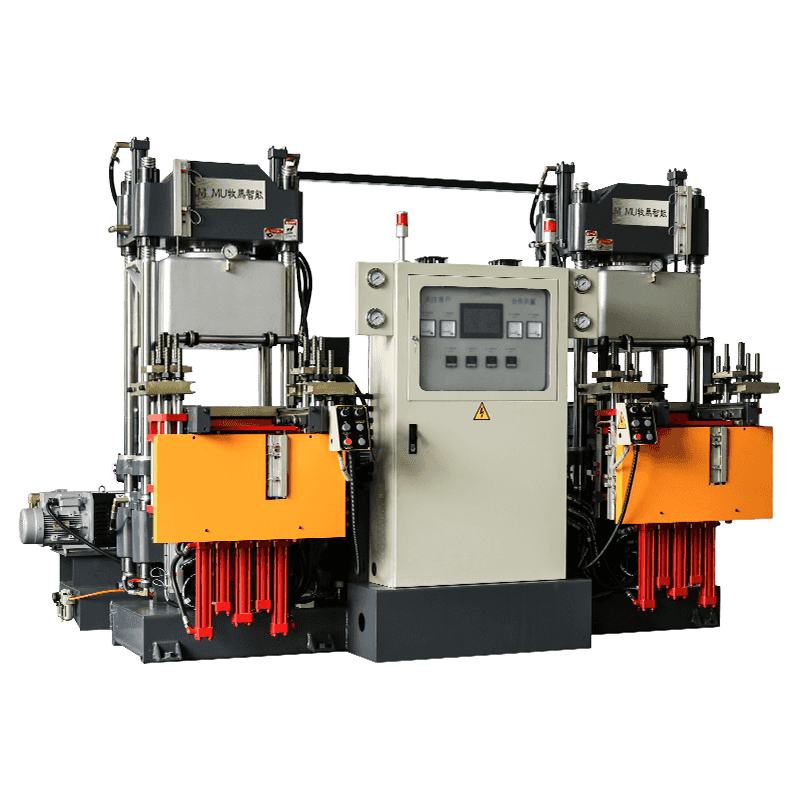
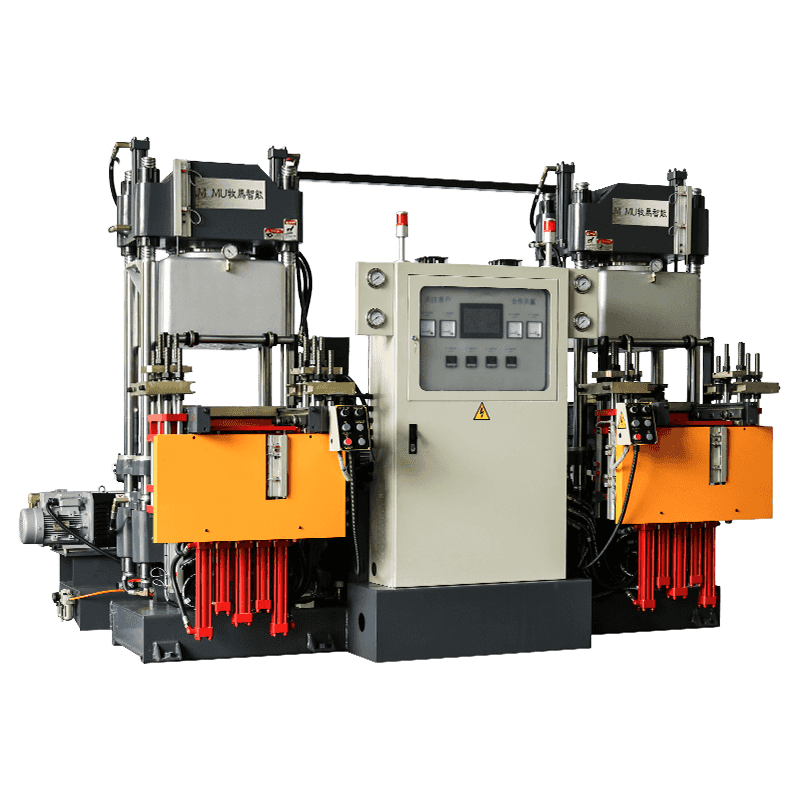
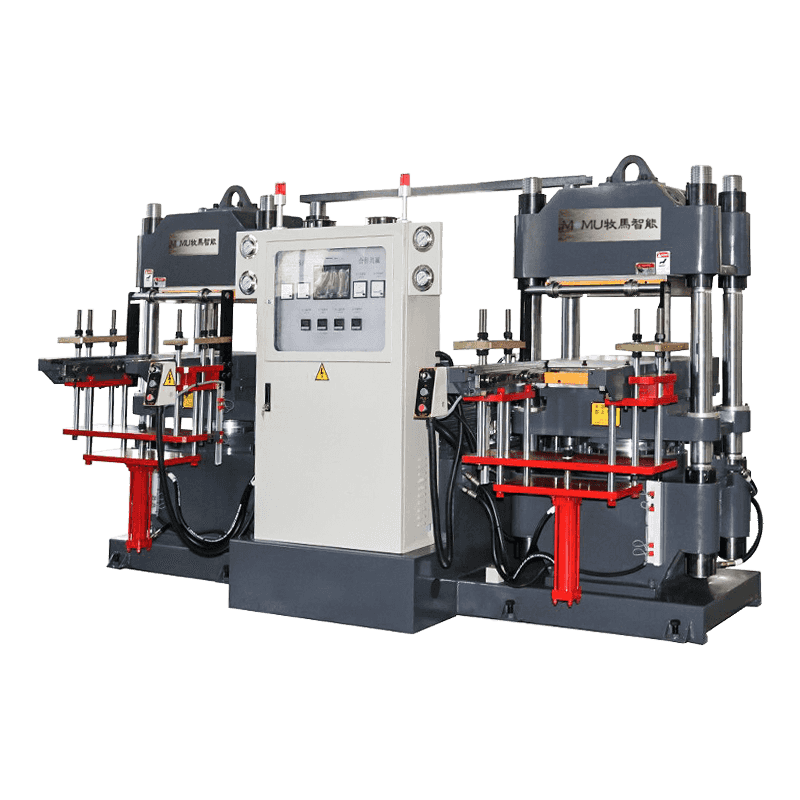
Vacuum Compression Molding Press
The most widely used configuration in batch rubber molding. A hydraulic press with heated platens compresses the mold; a vacuum circuit — integrated into the mold or applied via a peripheral vacuum chamber — evacuates the cavity before and during closure. Suitable for flat pads, sheets, gaskets, and relatively simple molded profiles. Platen temperatures typically range from 150°C to 200°C, with hydraulic pressures from 10 to 200 tons depending on part size and compound viscosity.
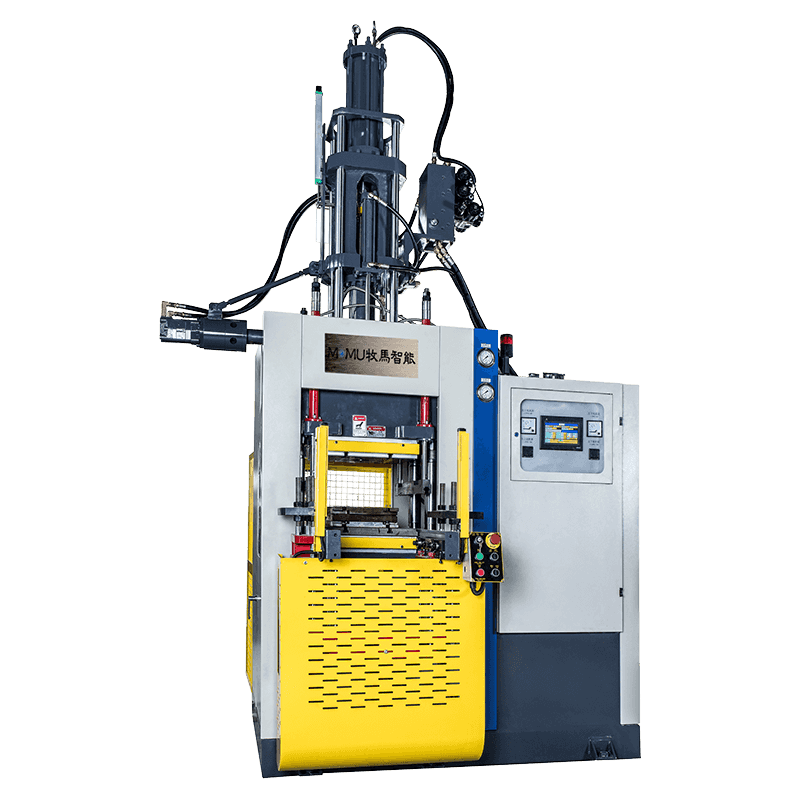
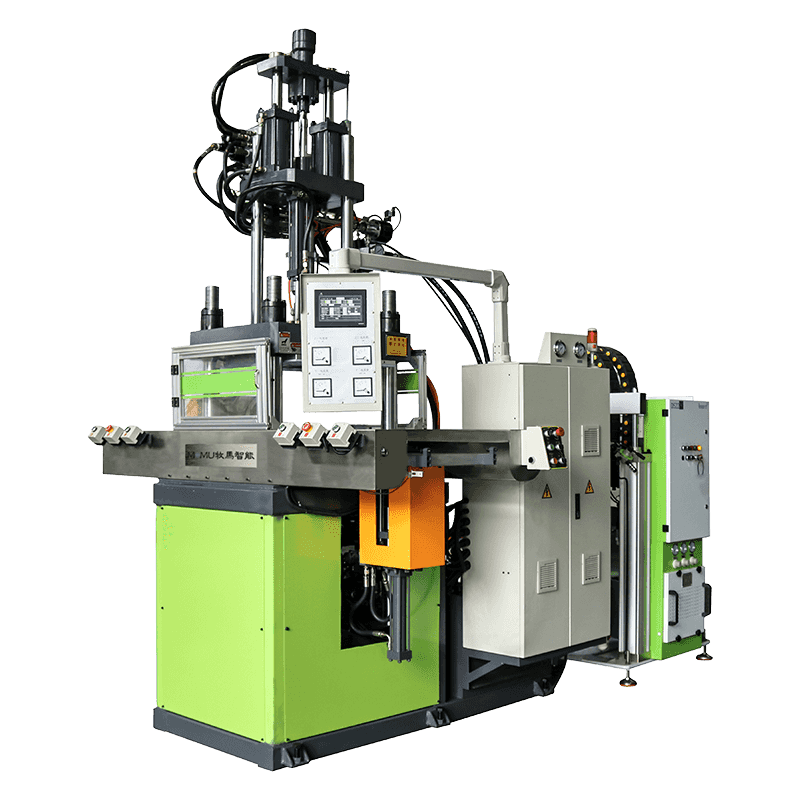
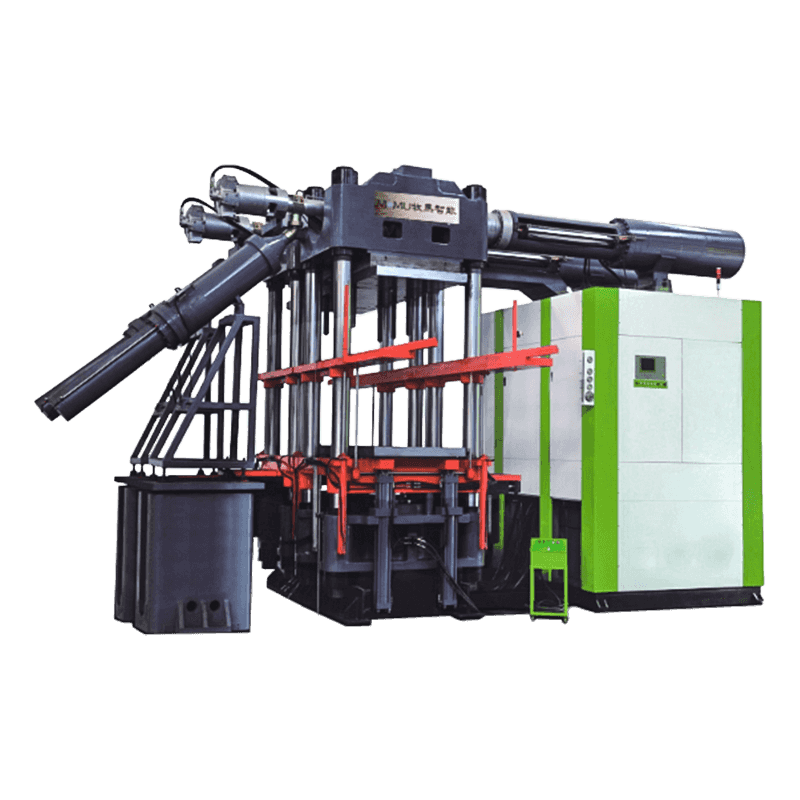
Vacuum Injection Molding Machine
Combines vacuum cavity evacuation with injection of pre-plasticized rubber compound under pressure. The mold is sealed and evacuated before injection begins, then compound is injected into the evacuated cavity. This configuration delivers the best dimensional consistency for complex three-dimensional parts produced in high volumes — automotive seals, connector grommets, and medical device components are typical applications. Cycle times are shorter than compression molding due to precise compound metering and faster fill.
Vacuum Autoclave Vulcanizer
Used for large, irregularly shaped rubber parts — hoses, expansion joints, rubber-lined pipes, and composite assemblies — that cannot be accommodated by a conventional press mold. The part is placed in a vacuum bag or sealed chamber, evacuated, and then subjected to elevated temperature and pressure (steam or hot air) within the autoclave vessel. Common in aerospace rubber bonding and large industrial rubber lining applications. Cycle times are longer but the process accommodates part geometries that no other method can handle.
Vacuum Plate Vulcanizing Press (Conveyor Belt Type)
Specifically designed for vulcanizing rubber conveyor belts, flooring sheets, and wide flat products. Multiple heated platens press a continuously fed belt or sheet while vacuum is applied to the press zone. Common in conveyor belt manufacturing and rubber flooring production, where width can exceed 2,000 mm and continuous throughput is required.
Core System Components
A vacuum rubber vulcanizing machine integrates several subsystems that must work in coordination to achieve consistent cure quality.
| Subsystem | Function | Key Specification |
|---|---|---|
| Vacuum Pump System | Evacuates mold cavity to target pressure | Target: ≤–0.095 MPa; rotary vane or liquid ring pump |
| Heating Platens / Chamber | Supply and maintain cure temperature uniformly | ±1–2°C uniformity; electric or steam heated |
| Hydraulic Clamping System | Applies and holds mold closure pressure | Tonnage matched to part area and compound viscosity |
| Vacuum Sealing System | Maintains vacuum integrity during cure cycle | O-ring or labyrinth seals at mold parting line |
| PLC Control System | Sequences vacuum, temperature, and pressure events | Programmable cure profiles; data logging capability |
| Mold Temperature Controller | Rapid heat-up and precise temperature regulation | PID-controlled; response time <30 seconds |
Industrial Applications
Vacuum rubber vulcanizing machines are deployed wherever conventional vulcanization produces unacceptable defect rates or where material properties must meet rigorous performance standards.
Automotive Sealing Systems
Engine compartment seals, door and window gaskets, fuel system O-rings, and brake system diaphragms are among the highest-volume applications. A single passenger vehicle contains over 400 individual rubber sealing components, many of which must meet zero-leak standards over 150,000+ km service lives. Vacuum molding ensures the void-free cross-section integrity that makes this possible.

Medical and Pharmaceutical Equipment
Silicone rubber components for medical devices — tubing, stoppers, diaphragms, peristaltic pump elements, and implantable parts — require absolute freedom from porosity and contamination. Vacuum vulcanization is the accepted standard process for medical-grade silicone molding, and regulatory submissions for Class II and III medical devices typically reference vacuum processing as part of the validated manufacturing protocol.
Aerospace and Defense
Aircraft door seals, cabin pressurization gaskets, fuel system elastomers, and vibration isolation mounts must meet AS9100 and MIL-spec requirements that explicitly address porosity and dimensional tolerance. Vacuum autoclave vulcanization is the standard method for aerospace-grade rubber bonded assemblies and large-format elastomeric components.
Electronics and Semiconductors
Silicone keypads, conductive elastomer contacts, EMI shielding gaskets, and optical-grade silicone lenses for LED applications all benefit from vacuum molding. Porosity in these components causes electrical resistance variation, optical scattering, and premature mechanical failure — defects that vacuum vulcanization eliminates at the process level rather than relying on downstream inspection and sorting.
Industrial Hoses and Conveyor Systems
High-pressure hydraulic hoses, chemical transfer lines, and conveyor belts operating in abrasive or chemically aggressive environments require dense, void-free rubber constructions to achieve rated burst pressures and service lives. Vacuum autoclave or vacuum plate press vulcanization provides the consolidation quality these applications demand.
Process Parameters and Cure Cycle Design
The cure cycle for vacuum vulcanization involves a precisely sequenced series of events. Deviations from the optimized sequence — particularly the vacuum timing relative to temperature ramp — directly affect part quality.
- Mold loading and initial closure — Compound is loaded and the mold is closed to a "cracked" position (partially closed) to allow vacuum draw without full compression.
- Vacuum application — The vacuum pump evacuates the mold cavity to target pressure (typically ≤–0.09 MPa). This stage typically lasts 30 to 120 seconds depending on cavity volume and compound gas content. Vacuum must be achieved before significant heat transfer to the compound begins — premature heating initiates cross-linking before degassing is complete.
- Full mold closure under vacuum — Once target vacuum is confirmed, full hydraulic clamping pressure is applied. The compound flows into the evacuated cavity under combined vacuum draw and mechanical pressure.
- Isothermal cure — Mold temperature is maintained at the specified cure temperature (typically 150–180°C for NR/SBR compounds; 170–200°C for silicone) for the calculated t90 cure time — the time to achieve 90% of maximum crosslink density as determined by rheometer analysis.
- Pressure release and demolding — After cure completion, clamping pressure is released, vacuum is vented, and the mold is opened for part removal. Post-cure secondary vulcanization in an oven may be specified for certain silicone and fluoroelastomer compounds to complete cross-linking and drive off cure byproducts.
Equipment Selection Criteria
Selecting the right vacuum vulcanizing machine for a given application requires evaluating several interdependent factors. Oversimplifying this decision leads to either under-specified equipment that cannot achieve required quality, or over-engineered machines whose capabilities are never utilized.
- Part size and geometry — Flat or simple profiles suit compression press configurations; complex three-dimensional parts require injection molding capability; large or irregular shapes need autoclave processing.
- Rubber compound type — Silicone, EPDM, NBR, fluoroelastomer, and natural rubber each have distinct cure temperatures, pressures, and vacuum sensitivity requirements that influence machine specification.
- Production volume — High-volume production justifies investment in multi-cavity injection presses with automated demolding; low-volume or prototype work is better served by smaller, flexible compression units.
- Vacuum depth and hold time — Applications with highly viscous compounds or high gas-content formulations require deeper vacuum (closer to –0.098 MPa) and longer evacuation hold times before cure initiation.
- Temperature uniformity specification — Tight-tolerance medical and aerospace parts require platen temperature uniformity of ±1°C or better; general industrial applications may accept ±3–5°C.
- Automation and data logging requirements — Regulated industries (medical, aerospace, food contact) require full process parameter logging, traceability by batch, and PLC-controlled cure profiles that cannot be manually overridden during production.
A comprehensive process audit — reviewing compound formulation, part design, quality requirements, and production volume — conducted before equipment procurement avoids costly specification errors and ensures the selected machine delivers the required output from commissioning onward.