เหตุใดการเลือกสื่อผิดจึงมีค่าใช้จ่ายมากกว่าที่คุณคิด
การซื้อเครื่องฉีดพลาสติกเป็นหนึ่งในการตัดสินใจที่ใช้เงินทุนสูงที่สุดที่ผู้ผลิตสามารถทำได้ การเลือกที่ไม่ถูกต้องไม่ได้หมายความถึงเครื่องจักรที่มีประสิทธิภาพต่ำกว่าเท่านั้น แต่ยังหมายถึงปัญหาคอขวดของการผลิต ชิ้นส่วนที่เสียหาย ค่าพลังงานที่มากเกินไป และการติดตั้งเพิ่มที่มีค่าใช้จ่ายสูงในสายการผลิต ไม่ว่าคุณจะตั้งโรงงานใหม่หรือขยายโรงงานที่มีอยู่ แนวทางการจัดซื้อแบบมีโครงสร้างตามความต้องการการผลิตจริงของคุณจะช่วยคุณประหยัดค่าใช้จ่ายที่ไม่คาดคิด คู่มือนี้จะอธิบายปัจจัยสำคัญทุกประการในการประเมินก่อนลงนามในคำสั่งซื้อ
ทำความเข้าใจประเภทเครื่องหลักก่อน
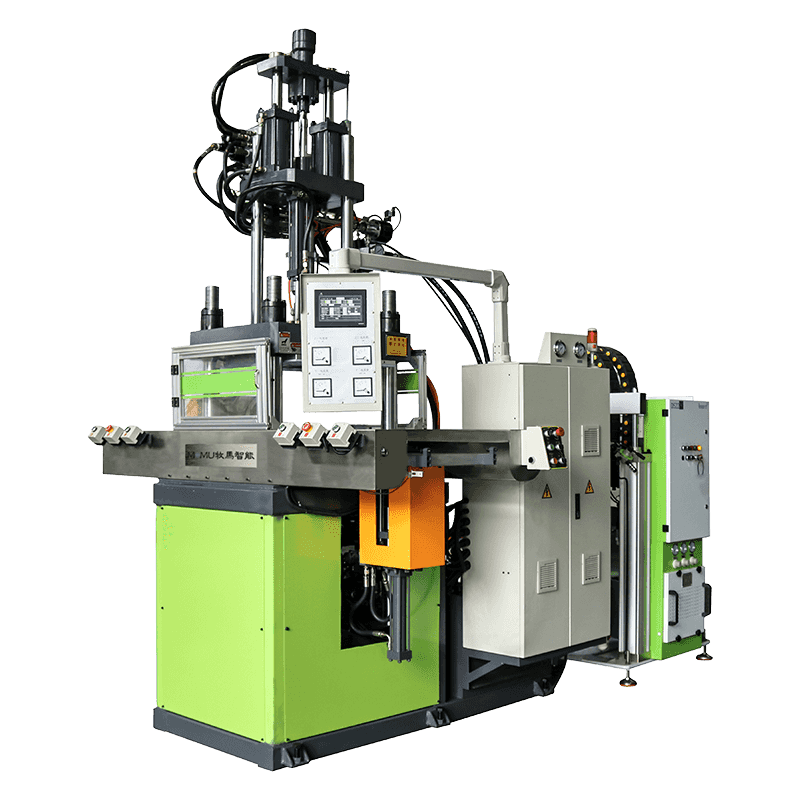
ไม่ใช่ทั้งหมด เครื่องฉีดพลาสติก ถูกสร้างขึ้นในลักษณะเดียวกัน ระบบขับเคลื่อนหลักสามประเภท ได้แก่ ไฮดรอลิก ไฟฟ้า และไฮบริด แต่ละประเภทเหมาะกับสภาพแวดล้อมการผลิตที่แตกต่างกัน การทราบความแตกต่างถือเป็นจุดเริ่มต้นสำหรับการประเมินที่จริงจัง
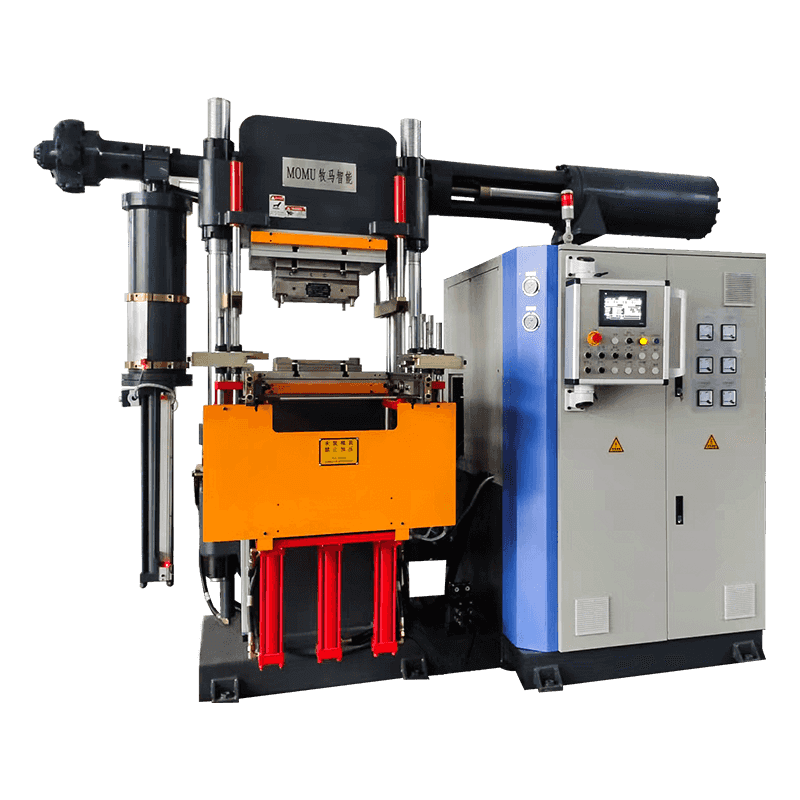
เครื่องจักรไฮดรอลิก
เครื่องอัดไฮดรอลิกเป็นกลไกดั้งเดิมของอุตสาหกรรม มีแรงจับยึดสูงในราคาซื้อที่ค่อนข้างต่ำ ทำให้น่าสนใจสำหรับการใช้งานหนักหรือมีน้ำหนักมาก อย่างไรก็ตาม พวกมันใช้พลังงานมากขึ้นและต้องการการบำรุงรักษามากขึ้นเนื่องจากระบบน้ำมัน ซีล และปั๊มไฮดรอลิก เหมาะอย่างยิ่งสำหรับชิ้นส่วนขนาดใหญ่ ส่วนประกอบที่มีผนังหนา และการใช้งานที่ความสามารถในการทำซ้ำที่แม่นยำเป็นเรื่องรองจากกำลังดิบ
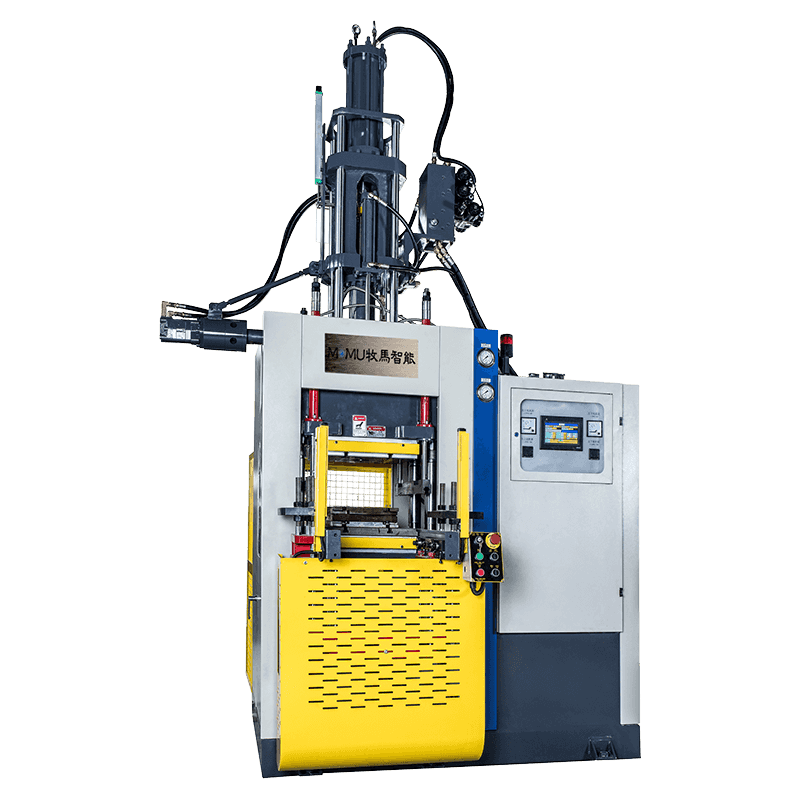
เครื่องจักรไฟฟ้าทั้งหมด
เครื่องจักรไฟฟ้าใช้มอเตอร์ที่ขับเคลื่อนด้วยเซอร์โวสำหรับทุกแกนของการเคลื่อนไหว ให้ความสามารถในการทำซ้ำที่ยอดเยี่ยม รอบเวลาเร็วขึ้น และการใช้พลังงานลดลงอย่างมาก ซึ่งมักจะน้อยกว่าระบบไฮดรอลิกที่เทียบเท่ากันถึง 30–70% เป็นตัวเลือกที่ต้องการสำหรับชิ้นส่วนที่มีความแม่นยำสูง ส่วนประกอบทางการแพทย์ การใช้งานด้านการมองเห็น และสภาพแวดล้อมในห้องปลอดเชื้อ ค่าใช้จ่ายล่วงหน้าจะสูงกว่า แต่ต้นทุนรวมในการเป็นเจ้าของมักจะต่ำกว่าในช่วง 10 ปี
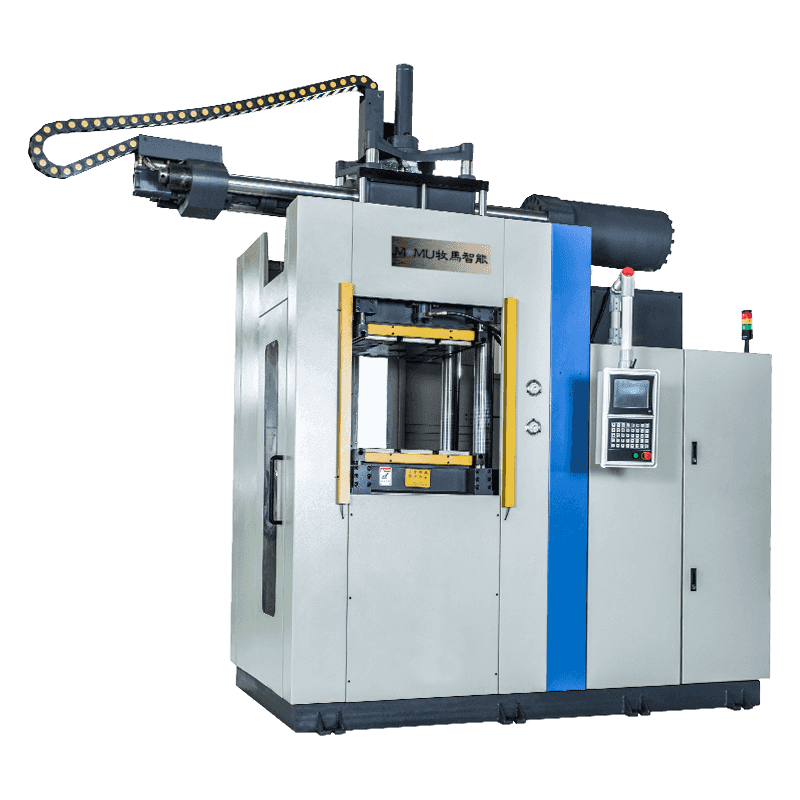
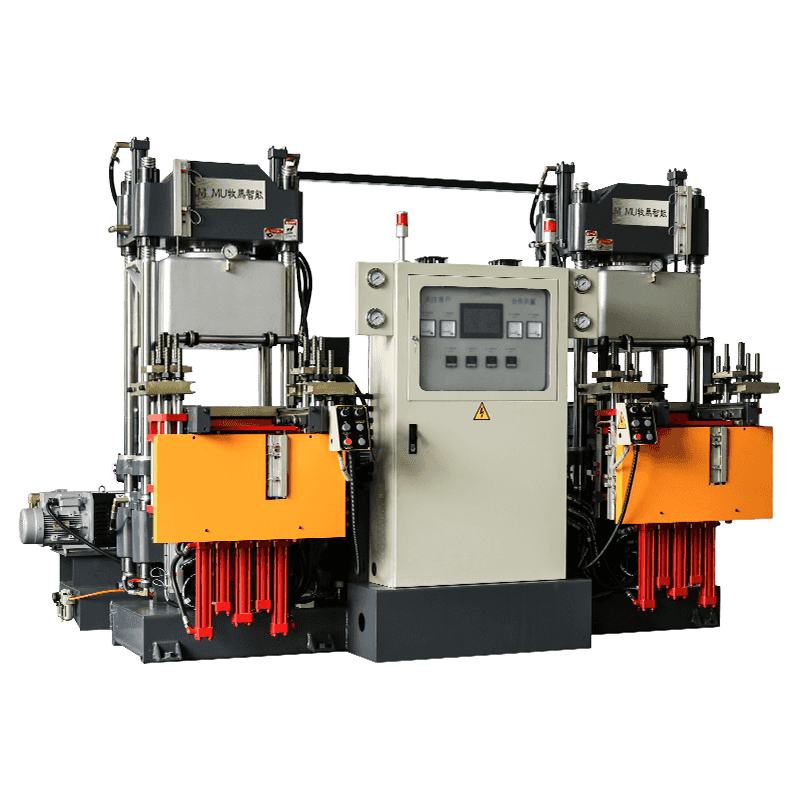
เครื่องจักรไฮบริด
เครื่องจักรไฮบริดจะรวมหน่วยฉีดเซอร์โวไฟฟ้าเข้ากับระบบแคลมป์ไฮดรอลิกหรือในทางกลับกัน โดยนำเสนอการแลกเปลี่ยนที่สมดุลระหว่างพลังของระบบไฮดรอลิกกับประสิทธิภาพการใช้พลังงานและความแม่นยำของไดรฟ์ไฟฟ้า พวกเขาเป็นศูนย์กลางในทางปฏิบัติสำหรับร้านค้าที่ใช้รูปทรงและวัสดุของชิ้นส่วนที่หลากหลาย

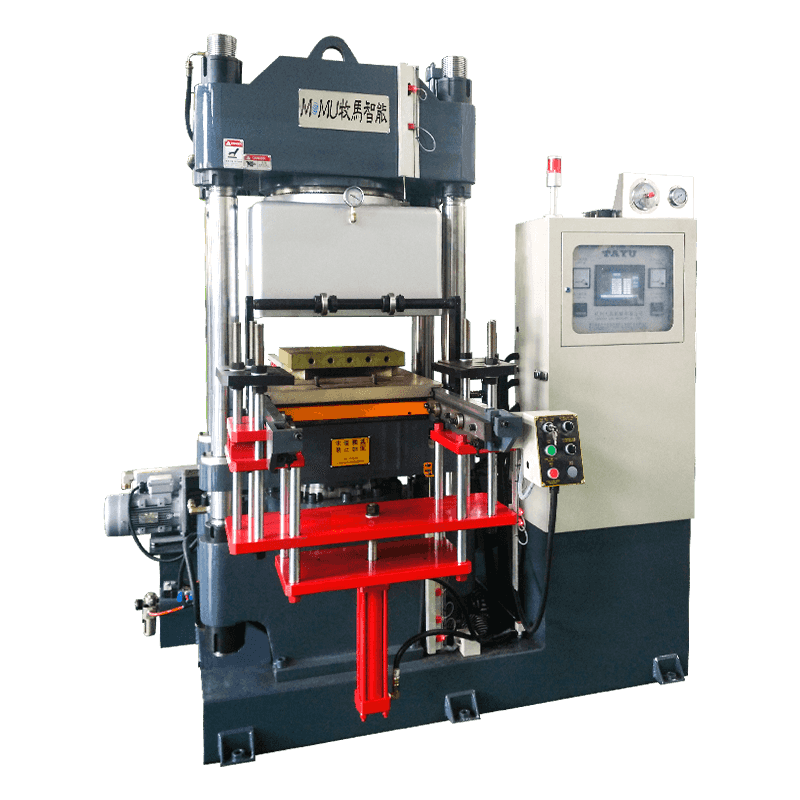
แรงยึด: ตัวเลขที่ทุกคนให้ความสนใจ
แรงจับยึดซึ่งวัดเป็นตันคือแรงที่เครื่องจักรใช้เพื่อปิดแม่พิมพ์ระหว่างการฉีด การเลือกแรงจับยึดที่ไม่เพียงพอจะทำให้เกิดประกายไฟ ซึ่งพลาสติกหลอมเหลวจะหลุดออกจากแนวการแยกแม่พิมพ์ ในขณะที่การเพิ่มขนาดของเครื่องจักรจะทำให้สิ้นเปลืองพลังงานและพื้นที่พื้น
กฎทั่วไปมาตรฐานคือแรงจับยึด 2 ถึง 5 ตันต่อตารางนิ้วของพื้นที่ชิ้นส่วนที่ฉาย ขึ้นอยู่กับวัสดุที่กำลังแปรรูป วัสดุที่มีความหนืดสูง เช่น PC หรือ ABS มักต้องการส่วนบนของช่วงนั้น วิธีคำนวณน้ำหนักที่ต้องการ:
- กำหนดพื้นที่คาดการณ์รวมของฟันผุทั้งหมดรวมทั้งนักวิ่งในแม่พิมพ์ (หน่วยเป็นตารางนิ้ว)
- คูณด้วยปัจจัยความดันโพรงที่แนะนำของวัสดุ (โดยทั่วไปคือ 2–5 ตัน/นิ้ว²)
- เพิ่มขอบเขตความปลอดภัย 10–20% เพื่อพิจารณาการสึกหรอของแม่พิมพ์และความผันแปรของกระบวนการ
ตัวอย่างเช่น ชิ้นส่วนที่มีพื้นที่คาดการณ์ 20 นิ้ว² ซึ่งขึ้นรูปด้วยโพลีโพรพีลีน (วัสดุที่มีความหนืดค่อนข้างต่ำที่ 2–3 ตัน/นิ้ว²) จะต้องใช้แรงจับยึดประมาณ 40–60 ตัน ซึ่งจะทำให้คุณมีช่วงเป้าหมาย 55–70 ตันโดยมีการใช้บัฟเฟอร์นิรภัย
ขนาดช็อตและข้อมูลจำเพาะของหน่วยฉีด
ขนาดช็อตหมายถึงปริมาตรสูงสุดของพลาสติกที่เครื่องสามารถฉีดได้ในรอบเดียว มันจะต้องตรงกับน้ำหนักชิ้นส่วนของคุณและจำนวนฟันผุในแม่พิมพ์ของคุณ อย่างยิ่ง คุณควรตั้งเป้าที่จะใช้ระหว่าง 20% ถึง 80% ของความสามารถในการยิงสูงสุดของเครื่องจักรสำหรับการดำเนินการผลิตใดๆ ก็ตาม การใช้เครื่องจักรที่มีกำลังการผลิตต่ำกว่า 20% อย่างสม่ำเสมอ ส่งผลให้วัสดุในถังเสื่อมสภาพเนื่องจากการพักตัวนานเกินไป การใช้งานเกิน 80% มีความเสี่ยงที่การเติมและการแปรผันของมิติไม่สอดคล้องกัน
พารามิเตอร์ของหน่วยฉีดเพิ่มเติมที่ต้องประเมิน ได้แก่:
- แรงดันฉีด: โดยทั่วไปแล้ว 20,000–30,000 psi สำหรับวัสดุมาตรฐาน เรซินวิศวกรรมที่มีอัตราการไหลสูงอาจต้องการมากกว่านี้
- ความเร็วการฉีด: อัตราการฉีดที่เร็วขึ้นเป็นสิ่งจำเป็นสำหรับชิ้นส่วนผนังบางที่มีความยาวการไหลยาว
- อัตราส่วนสกรู L/D: อัตราส่วนความยาวต่อเส้นผ่านศูนย์กลาง 20:1 เป็นมาตรฐาน สารประกอบที่เติมเส้นใยหรือมีฤทธิ์กัดกร่อนอาจต้องใช้รูปทรงของสกรูแบบพิเศษ
ความเข้ากันได้ของวัสดุ: จับคู่เครื่องจักรกับเรซินของคุณ
เรซินที่คุณรันจะกำหนดคุณสมบัติเฉพาะของเครื่องจักรหลายประการ โพลีเมอร์แต่ละชนิดต้องการอุณหภูมิกระบอกปืน การออกแบบสกรู โครงสร้างหัวฉีด และระดับความต้านทานการกัดกร่อนที่แตกต่างกัน ตารางด้านล่างสรุปข้อควรพิจารณาที่สำคัญสำหรับกลุ่มวัสดุทั่วไป:
| วัสดุ | ช่วงอุณหภูมิบาร์เรล | ข้อกำหนดพิเศษ |
| โพรพิลีน (PP) | 200–280°ซ | สกรูมาตรฐาน ไม่ต้องมีซับในพิเศษ |
| โพลีคาร์บอเนต (พีซี) | 280–320°ซ | แรงดันฉีดสูง แห้งสนิท |
| พีวีซี | 160–200°ซ | กระบอกและสกรูทนต่อการกัดกร่อน |
| ไนลอนที่เติมแก้ว | 260–300°ซ | กระบอกโลหะคู่ที่ทนทานต่อการสึกหรอ สกรูแบบมีรูระบายอากาศ |
| ทีพีอี/ทีพียู | 180–230°ซ | สกรูแรงอัดต่ำ ควบคุมแรงดันต้านได้อย่างแม่นยำ |
หากการผลิตของคุณเกี่ยวข้องกับวัสดุที่มีฤทธิ์กัดกร่อน เช่น พีวีซีหรือฟลูออโรโพลีเมอร์ การลงทุนในถังโลหะคู่หรือถังชุบแข็งก็ไม่ใช่ทางเลือก แต่เป็นการปกป้องขั้นพื้นฐานสำหรับการลงทุนในอุปกรณ์ของคุณ
ขนาดแท่นวางและความเข้ากันได้ของแม่พิมพ์
แท่นวางคือพื้นผิวติดตั้งที่ใช้ยึดแม่พิมพ์ของคุณ ก่อนที่จะซื้อเครื่องจักรใดๆ ให้ตรวจสอบว่าแม่พิมพ์ที่มีอยู่หรือที่วางแผนไว้ของคุณมีขนาดพอดีกับขนาดของแท่นวาง การวัดที่สำคัญประกอบด้วยระยะห่างระหว่างแถบยึด (ช่องว่างระหว่างเสานำทางทั้งสี่คอลัมน์) ความหนาของแม่พิมพ์ขั้นต่ำและสูงสุดที่เครื่องสามารถรองรับได้ และช่องเปิดในเวลากลางวัน (ระยะห่างสูงสุดระหว่างแท่นเมื่อเปิดเต็มที่) ซึ่งจะต้องมีขนาดใหญ่เพียงพอสำหรับการดีดชิ้นส่วนออก
หากคุณกำลังซื้อเครื่องจักรก่อนที่จะสรุปการออกแบบแม่พิมพ์ ให้ใช้แม่พิมพ์ที่ใหญ่ที่สุดที่คุณคาดหวังไว้เป็นเกณฑ์มาตรฐาน และตรวจดูให้แน่ใจว่าระยะห่างของแถบผูกช่วยให้สามารถติดตั้งได้โดยไม่มีการรบกวน
การประเมินระบบควบคุมและความพร้อมของระบบอัตโนมัติ
เครื่องฉีดขึ้นรูปสมัยใหม่เป็นระบบการควบคุมกระบวนการที่ซับซ้อน คุณภาพของคอนโทรลเลอร์จะกำหนดว่าคุณสามารถเพิ่มประสิทธิภาพและทำซ้ำกระบวนการได้ดีเพียงใด มองหาตัวควบคุมที่ให้การควบคุมความเร็ว ความดัน และตำแหน่งการฉีดแบบวงปิด ไม่ใช่แค่การตั้งค่าแบบวงเปิดเท่านั้น เครื่องจักรที่มีการตรวจสอบกระบวนการแบบเรียลไทม์และความสามารถในการบันทึกข้อมูลรอบการทำงานมีความจำเป็นสำหรับระบบการจัดการคุณภาพ เช่น ISO 13485 หรือ IATF 16949
ประเมินความสามารถในการรวมระบบของเครื่องด้วย รองรับอินเทอร์เฟซหุ่นยนต์มาตรฐาน (Euromap 67 หรือ Euromap 12) หรือไม่? สามารถเชื่อมต่อกับ MES หรือ ERP ของโรงงานผ่าน OPC-UA หรือโปรโตคอลที่คล้ายกันได้หรือไม่ เนื่องจากการเชื่อมต่ออัตโนมัติและอุตสาหกรรม 4.0 กลายเป็นความคาดหวังพื้นฐาน เครื่องจักรที่ไม่มีพอร์ตการสื่อสารแบบเปิดจะกลายเป็นภาระอย่างรวดเร็วในสภาพแวดล้อมการผลิตที่ทันสมัย
ต้นทุนการเป็นเจ้าของรวมเกินกว่าราคาสติกเกอร์
ราคาซื้อเป็นเพียงเศษเสี้ยวของต้นทุนที่เครื่องจักรจะทำให้คุณต้องเสียค่าใช้จ่ายตลอดอายุการใช้งาน เมื่อเปรียบเทียบราคา ให้สร้างแบบจำลองต้นทุนการเป็นเจ้าของเต็มรูปแบบซึ่งรวมถึงการใช้พลังงาน ระยะเวลาการบำรุงรักษาเชิงป้องกันและต้นทุนชิ้นส่วน ความพร้อมใช้งานและต้นทุนของการสนับสนุนการบริการในพื้นที่ ข้อกำหนดการฝึกอบรมผู้ปฏิบัติงาน และต้นทุนการหยุดทำงานหากเครื่องจักรล้มเหลว เครื่องจักรที่มีราคาต่ำกว่าคู่แข่งถึง 15% อาจมีการใช้พลังงานมากกว่าสองเท่าหรือต้องใช้ชิ้นส่วนราคาแพงที่เป็นกรรมสิทธิ์ซึ่งหาได้จากซัพพลายเออร์ในต่างประเทศที่มีระยะเวลารอคอยสินค้านานเท่านั้น
ขอข้อมูลการใช้พลังงานจากผู้ผลิตสำหรับสถานการณ์ขนาดช็อตและรอบเวลาที่เฉพาะเจาะจงของคุณ สำหรับเครื่องจักรที่ใช้ไฟฟ้าทั้งหมด ข้อมูลพลังงานที่ได้รับการตรวจสอบแล้วจากแหล่งที่มาอิสระจะมีน้ำหนักมากกว่าคำกล่าวอ้างทางการตลาด ขอข้อมูลจากลูกค้าปัจจุบันที่ใช้แอปพลิเคชันที่คล้ายกันและติดต่อพวกเขาโดยตรงก่อนตัดสินใจ
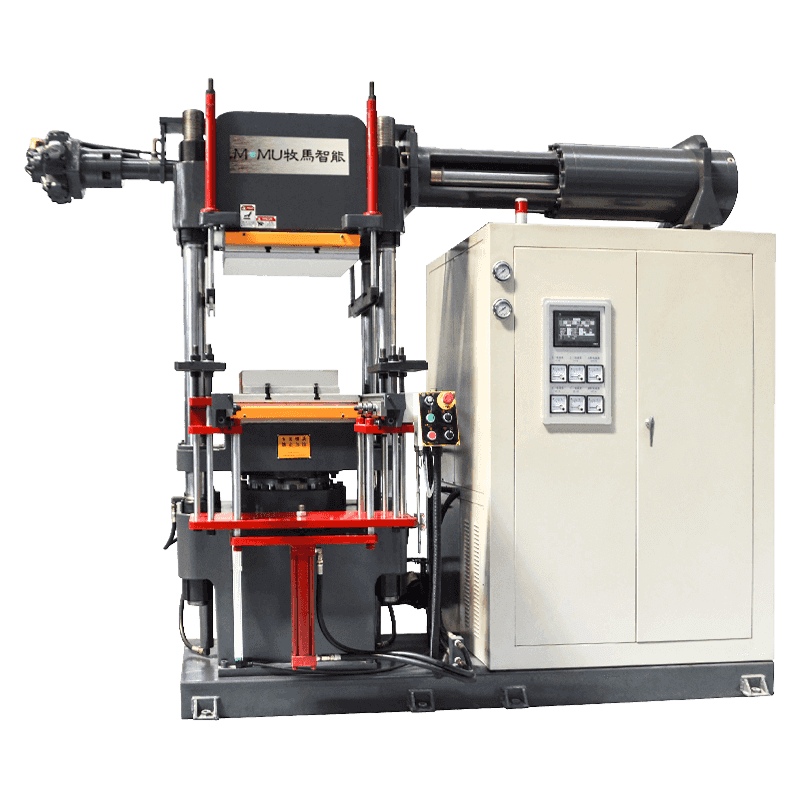
เครื่องจักรใหม่เทียบกับเครื่องจักรมือสอง: จุดที่ต้องแลกอยู่ตรงจุดไหน
เครื่องจักรที่ใช้แล้วสามารถประหยัดเงินได้มาก แต่โปรไฟล์ความเสี่ยงโดยพื้นฐานแล้วแตกต่างจากการซื้อใหม่ เครื่องอัดไฮดรอลิกที่ได้รับการดูแลอย่างดีจากแบรนด์ที่มีชื่อเสียงสามารถให้บริการที่เชื่อถือได้นานหลายปีหากได้รับการตรวจสอบอย่างเหมาะสม รายการสำคัญที่ต้องตรวจสอบในเครื่องจักรที่ใช้แล้ว ได้แก่ สภาพของกระบอกและสกรู สถานะของซีลไฮดรอลิกและปั๊ม การสอบเทียบและการทำงานของระบบควบคุม และความสมบูรณ์ของโครงสร้างของแถบผูกและพื้นผิวแท่น
สำหรับการใช้งานที่มีความแม่นยำสูงหรือมีการควบคุม เช่น อุปกรณ์ทางการแพทย์ ชิ้นส่วนที่สัมผัสกับอาหาร หรือส่วนประกอบความปลอดภัยของยานยนต์ การตรวจสอบย้อนกลับและการรับประกันการรับประกันของเครื่องใหม่มักจะมีค่ามากกว่าการประหยัดต้นทุนล่วงหน้าในการซื้อที่ใช้ ในการผลิตสินค้าโภคภัณฑ์ปริมาณมากซึ่งความคลาดเคลื่อนเป็นไปได้มากกว่า เครื่องจักรที่ได้รับการตกแต่งใหม่จากซัพพลายเออร์ที่เป็นที่รู้จักอาจเป็นทางเลือกทางการเงินที่ดี
การตัดสินใจขั้นสุดท้าย
เครื่องฉีดขึ้นรูปที่เหมาะสมคือเครื่องที่ตรงกับรูปทรงของชิ้นส่วน ความต้องการวัสดุ ปริมาณการผลิต และมาตรฐานคุณภาพ ไม่ใช่แค่เครื่องที่มีราคาต่ำที่สุดต่อแรงจับยึดหนึ่งตันเท่านั้น สร้างข้อกำหนดของคุณจากชิ้นส่วนด้านนอก: เริ่มต้นด้วยเรซินและขนาดชิ้นส่วน คำนวณแรงจับยึดและขนาดช็อตที่ต้องการ กำหนดคุณภาพและความต้องการด้านระบบอัตโนมัติ จากนั้นประเมินตัวเลือกเครื่องจักรตามข้อกำหนดเหล่านั้น ให้ผู้ผลิตแม่พิมพ์และวิศวกรกระบวนการมีส่วนร่วมตั้งแต่เนิ่นๆ และกำหนดให้มีการทดลองทางเทคนิคกับเครื่องจักรที่ใช้วัสดุจริงของคุณก่อนตัดสินใจซื้อขั้นสุดท้าย เครื่องจักรที่ซื้อตามข้อกำหนดเพียงอย่างเดียวถือเป็นการพนัน เครื่องจักรที่ได้รับการพิสูจน์แล้วในกระบวนการของคุณคือการลงทุน