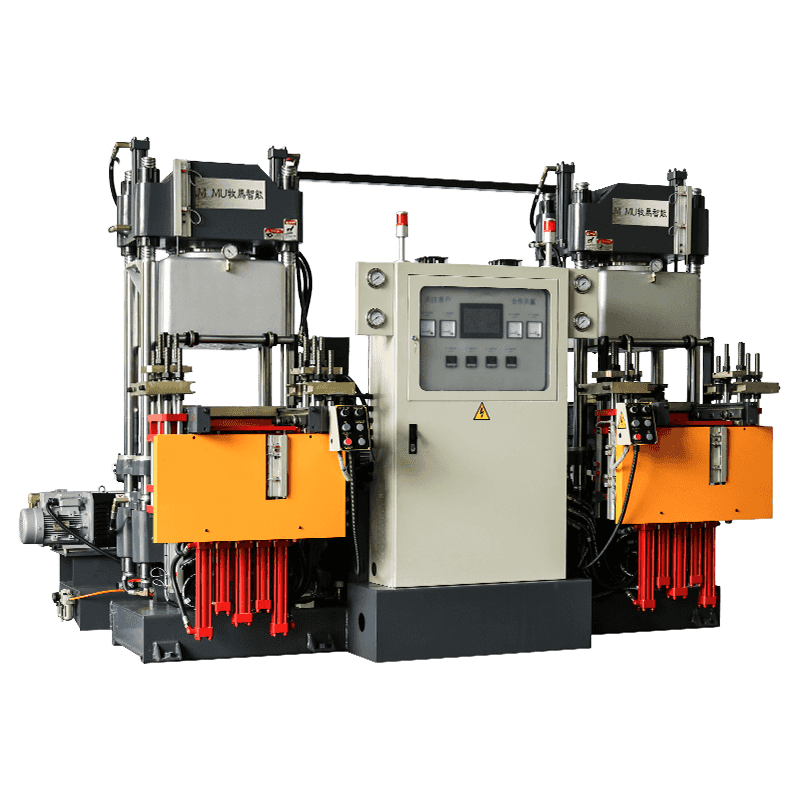
เครื่องฉีดขึ้นรูปยางทำงานอย่างไร
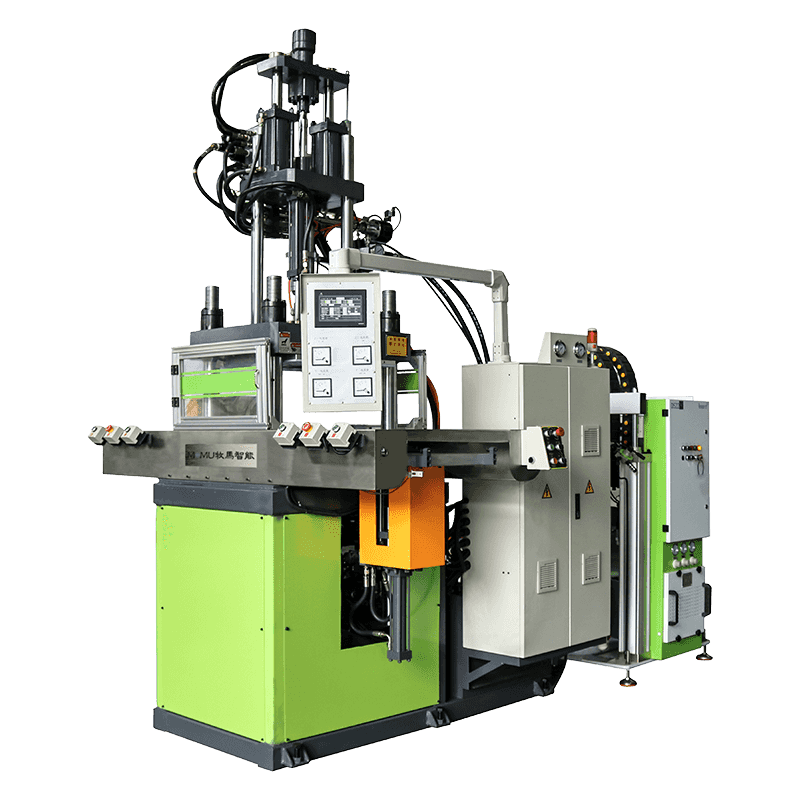
A เครื่องฉีดขึ้นรูปยาง แปรรูปสารประกอบยางดิบให้เป็นชิ้นส่วนสำเร็จรูปที่มีรูปทรงแม่นยำ โดยการบังคับวัสดุยางพลาสติกที่ได้รับความร้อนภายใต้แรงดันสูงเข้าไปในโพรงแม่พิมพ์แบบปิด ซึ่งมันจะหลอมโลหะ (การเชื่อมขวางทางเคมี) ให้เป็นของแข็งที่ยืดหยุ่นและเสถียร การฉีดขึ้นรูปยางแตกต่างจากการฉีดขึ้นรูปเทอร์โมพลาสติกซึ่งจะละลายและหลอมซ้ำวัสดุชนิดเดียวกัน การฉีดขึ้นรูปยางอาศัยปฏิกิริยาวัลคาไนซ์ที่ไม่สามารถเปลี่ยนกลับได้ซึ่งถูกกระตุ้นโดยความร้อนและเวลา เมื่อยางแข็งตัวภายในแม่พิมพ์แล้ว จะไม่สามารถหลอมใหม่หรือเปลี่ยนรูปได้ ซึ่งหมายความว่าจะต้องหมุนพารามิเตอร์ทุกกระบวนการอย่างถูกต้องก่อนเริ่มการผลิตเต็มรูปแบบ
กระบวนการเริ่มต้นด้วยการป้อนสารประกอบยางเข้าไปในหน่วยการขึ้นรูปพลาสติกของเครื่องจักร ซึ่งโดยทั่วไปจะเป็นชุดประกอบแบบสกรูและกระบอก ซึ่งจะถูกให้ความร้อนจนถึงอุณหภูมิก่อนการให้ความร้อนที่มีการควบคุมอย่างระมัดระวัง โดยทั่วไปจะอยู่ระหว่าง 70°C ถึง 100°C ซึ่งทำให้สามารถไหลได้โดยไม่ทำให้เกิดการหลอมโลหะก่อนเวลาอันควร การหมุนของสกรูจะทำให้สารประกอบเป็นเนื้อเดียวกันและสร้างแรงดันในการฉีด เมื่อปิดและจับยึดแม่พิมพ์ หน่วยฉีดจะขับเคลื่อนยางพลาสติกผ่านสปรู รางเลื่อน และประตูเข้าไปในโพรงแม่พิมพ์ ตัวแม่พิมพ์จะถูกให้ความร้อนที่อุณหภูมิสูง โดยทั่วไปจะอยู่ระหว่าง 160°C ถึง 200°C โดยที่สารหลอมโลหะจะเริ่มทำงาน และยางจะแข็งตัวภายในระยะเวลาการแข็งตัวที่กำหนดไว้ ก่อนที่แม่พิมพ์จะเปิดและชิ้นส่วนจะถูกดีดออกมา
ส่วนประกอบหลักและหน้าที่ของมัน
การทำความเข้าใจบทบาทการทำงานของส่วนประกอบหลักแต่ละส่วนช่วยให้ผู้ปฏิบัติงานวินิจฉัยปัญหา ปรับการตั้งค่ากระบวนการให้เหมาะสม และตัดสินใจได้อย่างชาญฉลาดเมื่อเปรียบเทียบข้อมูลจำเพาะของเครื่องจักรจากผู้ผลิตหลายราย
หน่วยฉีด
ชุดฉีดประกอบด้วยกระบอกให้ความร้อน สกรูแบบลูกสูบ และหัวฉีด สกรูมีจุดประสงค์สองประการ: หมุนเพื่อทำให้เป็นพลาสติกและลำเลียงสารประกอบยางไปข้างหน้า จากนั้นทำหน้าที่เป็นลูกสูบเพื่อฉีดช็อตที่สะสมของวัสดุเข้าไปในแม่พิมพ์ รูปทรงของสกรูสำหรับยางแตกต่างจากที่ใช้ในเครื่องจักรเทอร์โมพลาสติก โดยทั่วไปแล้วสกรูยางจะมีอัตราส่วนการอัดที่ต่ำกว่าและระยะที่ตื้นกว่า เพื่อหลีกเลี่ยงการสร้างความร้อนจากการเสียดสีมากเกินไปซึ่งอาจทำให้เกิดการไหม้เกรียม ซึ่งเป็นการวัลคาไนซ์ก่อนเวลาอันควรภายในกระบอกก่อนที่วัสดุจะไปถึงแม่พิมพ์
หน่วยหนีบ
ชุดจับยึดจะยึดแม่พิมพ์ทั้งสองซีกไว้ด้วยกันกับแรงที่เกิดจากแรงดันในการฉีด แรงจับยึดวัดเป็นกิโลนิวตัน (kN) หรือตัน และต้องเกินพื้นที่ที่คาดการณ์ไว้ของโพรงแม่พิมพ์คูณด้วยแรงดันในการฉีด แรงจับยึดที่ไม่เพียงพอทำให้เกิดครีบยางบางๆ ส่วนเกินที่เส้นแยก ซึ่งจะทำให้ต้นทุนเพิ่มขึ้นจากการตัดแต่งและลดความแม่นยำของขนาดชิ้นส่วน เครื่องฉีดยางส่วนใหญ่ใช้ระบบจับยึดแบบไฮดรอลิก แม้ว่าการกำหนดค่าแบบไฮดรอลิกแบบใช้มือสลับและแบบโดยตรงจะมีความเร็วและแรงที่แตกต่างกันออกไปซึ่งเหมาะกับความต้องการในการผลิตที่แตกต่างกัน
แม่พิมพ์และระบบทำความร้อน
แม่พิมพ์เป็นองค์ประกอบเครื่องมือที่กำหนดรูปทรงของชิ้นส่วนที่เสร็จแล้ว สำหรับการฉีดยาง แม่พิมพ์จะถูกให้ความร้อน — โดยส่วนใหญ่จะใช้เครื่องทำความร้อนแบบคาร์ทริดจ์แบบไฟฟ้าหรือน้ำมันร้อนหมุนเวียน — เพื่อรักษาอุณหภูมิการวัลคาไนซ์ให้คงที่ทั่วทั้งพื้นผิวของคาวิตี้ ความสม่ำเสมอของอุณหภูมิภายในแม่พิมพ์เป็นสิ่งสำคัญ: จุดร้อนทำให้คุณสมบัติของวัสดุแข็งตัวมากเกินไปและทำให้เสื่อมคุณภาพ ในขณะที่จุดที่เย็นนำไปสู่ชิ้นส่วนที่บ่มน้อยเกินไปและใช้งานไม่ได้ แม่พิมพ์คุณภาพสูงประกอบด้วยเซ็นเซอร์อุณหภูมิที่วางอยู่ใกล้แต่ละช่องเพื่อให้สามารถตรวจสอบและแก้ไขแบบเรียลไทม์ระหว่างการผลิต
ระบบควบคุม
เครื่องฉีดขึ้นรูปยางสมัยใหม่ได้รับการติดตั้งระบบควบคุมบน PLC หรือ PC ซึ่งช่วยให้ผู้ปฏิบัติงานสามารถตั้งโปรแกรมและจัดเก็บสูตรกระบวนการที่สมบูรณ์ได้ ครอบคลุมโซนอุณหภูมิของถัง โปรไฟล์ความเร็วของการฉีด แรงดันในการฉีด แรงดันค้าง เวลาบ่ม อุณหภูมิของแม่พิมพ์ และลำดับการดีดออก ความสามารถในการบันทึกและเรียกคืนสูตรอาหารมีความสำคัญอย่างยิ่งในโรงงานที่มีผลิตภัณฑ์หลากหลาย โดยมีการสลับเครื่องจักรระหว่างสารประกอบยางและรูปทรงของชิ้นส่วนต่างๆ เป็นประจำ โดยแต่ละโรงงานต้องใช้ชุดพารามิเตอร์ที่แตกต่างกัน
พารามิเตอร์กระบวนการสำคัญที่ผู้ปฏิบัติงานทุกคนต้องควบคุม
คุณภาพของชิ้นส่วนฉีดขึ้นรูปยางถูกกำหนดโดยการตั้งค่าและบำรุงรักษาพารามิเตอร์กระบวนการอย่างแม่นยำตลอดการดำเนินการผลิต พารามิเตอร์ต่อไปนี้โต้ตอบซึ่งกันและกัน ซึ่งหมายความว่าการเปลี่ยนแปลงพารามิเตอร์หนึ่งมักต้องมีการปรับเปลี่ยนพารามิเตอร์อื่นๆ เพื่อรักษาคุณภาพของชิ้นส่วน
| พารามิเตอร์ | ช่วงทั่วไป | ผลกระทบหากต่ำเกินไป | ผลกระทบหากสูงเกินไป |
| อุณหภูมิบาร์เรล | 70°ซ – 100°ซ | ไหลไม่ดี เติมไม่ครบ | ไหม้เกรียมรักษาก่อนวัยอันควร |
| อุณหภูมิแม่พิมพ์ | 160°ซ – 200°ซ | ส่วนที่อ่อนแอ อยู่ระหว่างการรักษา | การแข็งตัวมากเกินไป การเสื่อมสภาพของพื้นผิว |
| แรงดันการฉีด | 80 – 200 เมกะปาสคาล | ช็อตสั้นเป็นโมฆะ | แฟลช, เชื้อราเสียหาย |
| เวลารักษา | 30 วินาที – 10 นาที | ส่วนที่เหนียวและยังไม่หายขาด | ส่วนที่เปราะและแข็งตัวมากเกินไป |
| ความเร็วในการฉีด | เฉพาะแอปพลิเคชัน | เส้นถักเติมไม่ครบ | การเจ็ตติ้ง การดักจับอากาศ |
เวลาในการแข็งตัวเป็นพารามิเตอร์ที่มีผลกระทบโดยตรงต่อเวลาของวงจรและต่อผลผลิตการผลิตด้วย จะต้องพิจารณาโดยการทดสอบรีโอมิเตอร์ของสารประกอบยางเฉพาะที่ใช้อยู่ เนื่องจากสูตรที่แตกต่างกัน เช่น ยางธรรมชาติ EPDM ซิลิโคน NBR นีโอพรีน แต่ละสูตรมีจลนศาสตร์การวัลคาไนเซชันของตัวเอง การพยายามลดเวลาการแข็งตัวให้สั้นลงเกินกว่าที่สารเคมีของสารประกอบอนุญาต ส่งผลให้ชิ้นส่วนมีการบ่มน้อยเกินไป ซึ่งอาจผ่านการตรวจสอบเบื้องต้น แต่ไม่สามารถให้บริการได้ก่อนเวลาอันควร
อุตสาหกรรมและการใช้งานที่ใช้เครื่องจักรเหล่านี้
เครื่องฉีดขึ้นรูปยางรองรับอุตสาหกรรมหลายประเภทที่ต้องการความคลาดเคลื่อนของขนาดที่จำกัด คุณสมบัติของวัสดุที่สม่ำเสมอ และปริมาณการผลิตที่สูงเป็นที่ต้องการไปพร้อมๆ กัน ภาคยานยนต์มีส่วนแบ่งขนาดใหญ่ในความสามารถในการฉีดขึ้นรูปยางทั่วโลก โดยผลิตซีล ปะเก็น แหวนยาง ตัวหน่วงการสั่นสะเทือน โอริง และการแยกสภาพอากาศ ซึ่งเป็นส่วนประกอบที่ต้องทำงานได้อย่างน่าเชื่อถือในช่วงอุณหภูมิที่สูงมากและอายุการใช้งานที่ยาวนาน โดยทั่วไปชิ้นส่วนยางเกรดยานยนต์จะขึ้นรูปจาก EPDM, NBR หรือสารประกอบซิลิโคนที่เลือกมาเพื่อให้ทนทานต่อของเหลว อุณหภูมิ และสภาพแวดล้อมที่เฉพาะเจาะจง
อุตสาหกรรมอุปกรณ์การแพทย์เป็นผู้ใช้หลักอีกรายหนึ่งของการฉีดขึ้นรูปยาง โดยเฉพาะอย่างยิ่งสำหรับส่วนประกอบซิลิโคน การฉีดขึ้นรูปยางซิลิโคนเหลว (LSR) เป็นรูปแบบพิเศษของกระบวนการที่จัดการกับระบบซิลิโคนที่บ่มด้วยแพลตตินัมสององค์ประกอบ โดยผลิตชิ้นส่วนต่างๆ เช่น ซีลผ่าตัด ส่วนประกอบของสายสวน หน้ากากช่วยหายใจ และส่วนประกอบของอุปกรณ์ส่งยา การขึ้นรูป LSR จำเป็นต้องมีการกำหนดค่าเครื่องจักรโดยเฉพาะด้วยถังฉีดระบายความร้อน — ซึ่งตรงกันข้ามกับการขึ้นรูปยางทั่วไป — เนื่องจากวัสดุจะแข็งตัวอย่างรวดเร็วที่อุณหภูมิแม่พิมพ์ แต่จะต้องเก็บไว้ในความเย็นในถังเพื่อป้องกันการเกิดเจลก่อนเวลาอันควร
- ยานยนต์: ซีลประตูและหน้าต่าง ปะเก็นเครื่องยนต์ ตัวแยกการสั่นสะเทือน ส่วนประกอบเบรก ขั้วต่อท่อ และวงแหวนยางใต้ฝากระโปรงที่ต้องการความต้านทานความร้อนและของเหลว
- การแพทย์และเภสัชกรรม: จุกซิลิโคนสำหรับขวด ส่วนประกอบของกระบอกฉีดยา ซีลแบบฝัง เมมเบรนของอุปกรณ์ช่วยหายใจ และส่วนประกอบการจัดการของเหลวที่ต้องการความเข้ากันได้ทางชีวภาพและความต้านทานต่อการฆ่าเชื้อ
- อิเล็กทรอนิกส์: ปุ่มบนแผงปุ่มกด ซีลขั้วต่อ แผ่นกันการสั่นสะเทือน และปะเก็นกล่องที่ป้องกันแผงวงจรจากความชื้นและการกระแทกทางกล
- เครื่องจักรอุตสาหกรรม: ซีลไฮดรอลิก โอริงนิวแมติก ส่วนประกอบสายพานลำเลียง ไดอะแฟรมปั๊ม และส่วนประกอบข้อต่อที่ทำงานภายใต้ความเค้นเชิงกลอย่างต่อเนื่อง
- สินค้าอุปโภคบริโภค: พื้นรองเท้า ด้ามจับ ซีลเครื่องใช้ในครัว ส่วนประกอบผลิตภัณฑ์สำหรับเด็ก และชิ้นส่วนอุปกรณ์กีฬาที่ทั้งคุณภาพสัมผัสและความทนทานมีความสำคัญ
การเปรียบเทียบการฉีดขึ้นรูปยางกับการถ่ายโอนและการอัดขึ้นรูป
การฉีดขึ้นรูปยางไม่ใช่กระบวนการเดียวสำหรับการผลิตชิ้นส่วนยาง การขึ้นรูปแบบถ่ายโอนและการขึ้นรูปแบบอัดเป็นทางเลือกที่เก่ากว่าและง่ายกว่าซึ่งยังคงใช้กันอย่างแพร่หลาย การทำความเข้าใจว่าแต่ละกระบวนการมีความเป็นเลิศช่วยให้ผู้ผลิตเลือกวิธีการที่เหมาะสมสำหรับรูปทรงของชิ้นส่วน ข้อกำหนดด้านปริมาณ และงบประมาณที่กำหนดได้
การอัดขึ้นรูปจะวางกระสุนยางที่ยังไม่ได้บ่มที่ชั่งน้ำหนักไว้ล่วงหน้าลงในโพรงแม่พิมพ์แบบเปิดโดยตรง จากนั้นปิดแม่พิมพ์ภายใต้แรงดันไฮดรอลิกและความร้อน เป็นตัวเลือกเครื่องมือที่ง่ายที่สุดและต้นทุนต่ำที่สุด แต่ให้ระดับแฟลชที่สูงกว่า ความสม่ำเสมอของมิติน้อยกว่า และรอบเวลานานกว่าเมื่อเทียบกับการฉีด ยังคงใช้งานได้จริงสำหรับชิ้นส่วนขนาดใหญ่และเรียบง่ายที่มีปริมาณการผลิตต่ำ ซึ่งเหตุผลด้านต้นทุนเครื่องมือมีความสำคัญมากกว่าประสิทธิภาพของรอบเวลา การปั้นแบบถ่ายโอนใช้หม้อและลูกสูบเพื่อดันยางจากอ่างเก็บน้ำผ่านรูป่วงเข้าไปในแม่พิมพ์แบบปิด ซึ่งให้การควบคุมมิติที่ดีกว่าการบีบอัด แต่ยังคงผลิตของเสียที่เป็นวัสดุจากหม้อถ่ายโอนที่ต้องทิ้ง การฉีดขึ้นรูปกำจัดของเสียส่วนใหญ่โดยการฉีดเฉพาะปริมาณการฉีดที่แม่นยำ ส่งผลให้รอบเวลาสั้นที่สุดและสม่ำเสมอที่สุด และสร้างความแม่นยำของมิติสูงสุด ทำให้เป็นกระบวนการที่ต้องการไม่ว่าปริมาณชิ้นส่วนและข้อกำหนดด้านคุณภาพจะแสดงให้เห็นถึงการลงทุนด้านเครื่องจักรที่สูงขึ้น

สิ่งที่ควรประเมินเมื่อเลือกเครื่องฉีดขึ้นรูปยาง
การเลือกเครื่องฉีดขึ้นรูปยางที่เหมาะสมสำหรับการใช้งานเฉพาะเจาะจงนั้นจำเป็นต้องประเมินข้อกำหนดจำเพาะหลายอย่างที่ขึ้นอยู่กับกันและกัน แทนที่จะมุ่งเน้นไปที่ตัวเลขใดๆ เช่น แรงจับยึดหรือขนาดช็อตแยกกัน
- แรงหนีบ: คำนวณแรงจับยึดที่ต้องการโดยพิจารณาจากพื้นที่โพรงที่คาดการณ์ไว้และแรงดันการฉีดที่คาดหวัง รวมระยะขอบด้านความปลอดภัยไว้สูงกว่าค่าขั้นต่ำที่คำนวณไว้อย่างน้อย 10–15% เสมอ เพื่อพิจารณาความแปรปรวนของกระบวนการ
- ปริมาณการยิงและเส้นผ่านศูนย์กลางของสกรู: ความสามารถในการฉีดของเครื่องจะต้องรองรับน้ำหนักชิ้นส่วนบวกกับน้ำหนักของระบบรันเนอร์ได้อย่างสะดวกสบาย โดยไม่เกิน 80% ของปริมาตรการฉีดสูงสุด ซึ่งช่วยให้มั่นใจว่าวัสดุจะทำให้วัสดุเป็นเนื้อเดียวกันในแต่ละรอบ
- ความปลอดภัยจากการเผาไหม้: ประเมินการออกแบบลำกล้องของเครื่องและความแม่นยำในการควบคุมอุณหภูมิ เครื่องจักรที่มีไว้สำหรับสารประกอบที่ไวต่อความร้อนหรือแห้งเร็วจำเป็นต้องมีการควบคุมอุณหภูมิถังแบบแบ่งโซนอย่างแน่นหนาและการออกแบบสกรูที่ใช้เวลาพักสั้นเพื่อป้องกันการไหม้เกรียม
- ขนาดแผ่นแม่พิมพ์และแสงกลางวัน: ยืนยันว่าขนาดแท่นวางของเครื่องและระยะการเปิดแม่พิมพ์สูงสุด (แสงแดด) เข้ากันได้กับขนาดของแม่พิมพ์และความสูงของชิ้นส่วนเมื่อดีดออก
- ความสามารถของระบบควบคุม: สำหรับโรงงานที่มีผลิตภัณฑ์หลากหลาย ให้จัดลำดับความสำคัญของเครื่องจักรด้วยการจัดเก็บสูตรอาหาร การบันทึกข้อมูลกระบวนการ และความสามารถในการตรวจสอบระยะไกล เพื่อรองรับการตรวจสอบย้อนกลับคุณภาพ และลดเวลาการตั้งค่าระหว่างงาน