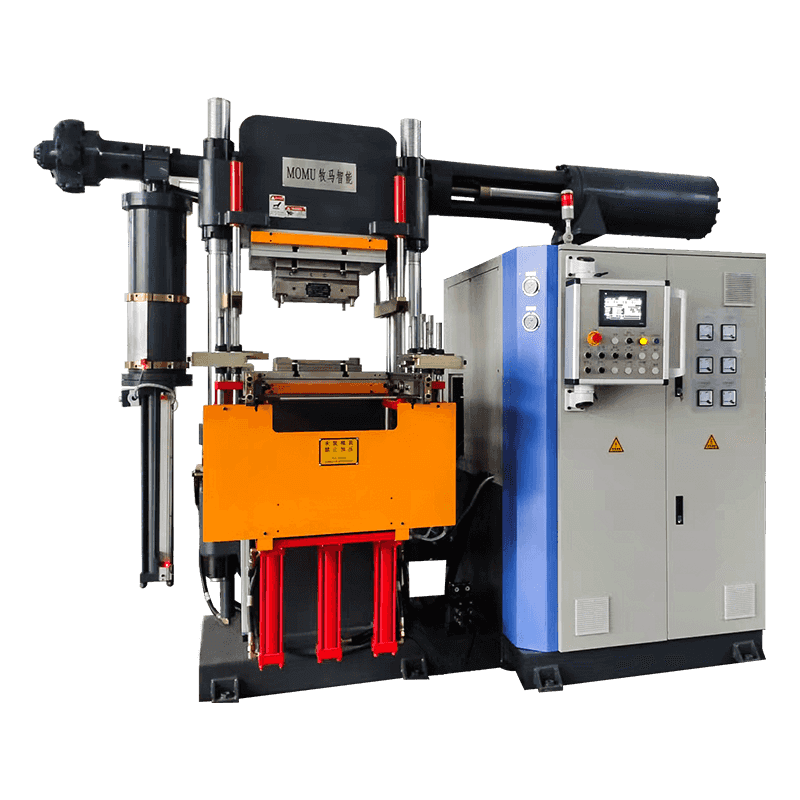
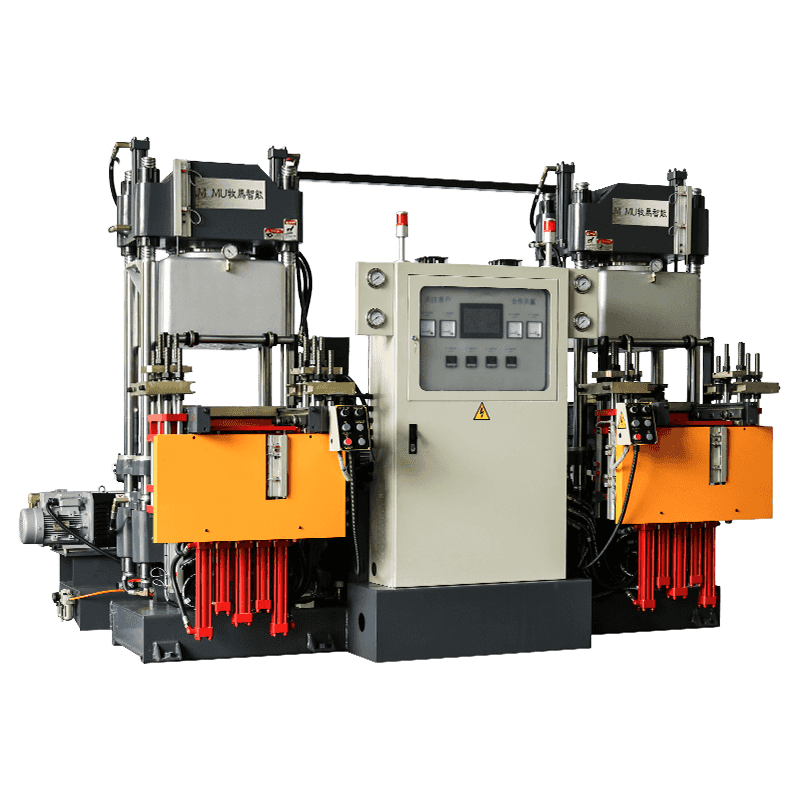
เครื่องฉีดขึ้นรูป LSR คืออะไร?
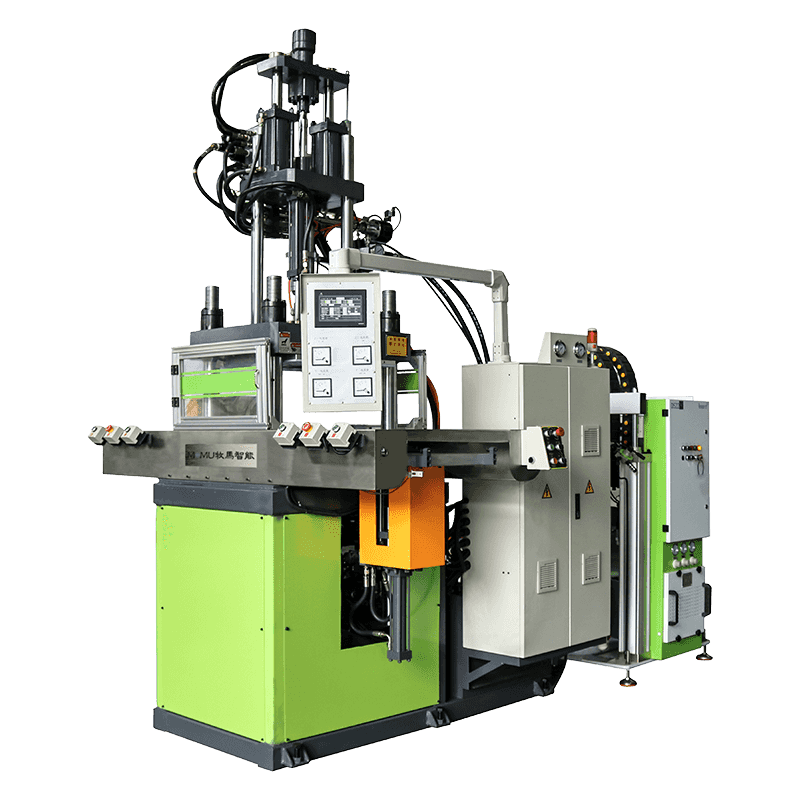
อ เครื่องฉีดพลาสติก LSR เป็นระบบการผลิตเฉพาะทางที่ออกแบบมาเพื่อแปรรูปยางซิลิโคนเหลว (LSR) ให้เป็นชิ้นส่วนที่ขึ้นรูปด้วยความแม่นยำผ่านวงจรการฉีดอัตโนมัติแบบปิด ซึ่งแตกต่างจากการฉีดขึ้นรูปแบบเทอร์โมพลาสติกซึ่งจะละลายเม็ดแข็งและฉีดเข้าไปในแม่พิมพ์ที่เย็นลง การขึ้นรูป LSR ทำงานในแบบย้อนกลับ: ซิลิโคนเหลวที่มีสององค์ประกอบจะถูกเก็บไว้เย็นในระหว่างการฉีด จากนั้นจึงบ่มภายในแม่พิมพ์ที่ได้รับความร้อนผ่านปฏิกิริยาวัลคาไนซ์ที่เร่งปฏิกิริยาด้วยแพลตตินัม ความแตกต่างพื้นฐานในด้านพฤติกรรมของวัสดุนี้ผลักดันเกือบทุกการตัดสินใจในการออกแบบเครื่องจักรเฉพาะ LSR ตั้งแต่กระบอกควบคุมอุณหภูมิและระบบสูบจ่าย ไปจนถึงหน่วยจับยึดและโครงสร้างแม่พิมพ์
เครื่องจักร LSR ถูกนำมาใช้ในอุตสาหกรรมต่างๆ มากมาย โดยที่ซิลิโคนต้องมีการผสมผสานระหว่างความยืดหยุ่น ความคงตัวทางความร้อน ความเข้ากันได้ทางชีวภาพ และความทนทานต่อสารเคมี อุปกรณ์ทางการแพทย์ ผลิตภัณฑ์สำหรับทารก ซีลยานยนต์ ชิ้นส่วนอิเล็กทรอนิกส์สำหรับผู้บริโภค และเมมเบรนอุตสาหกรรม ถือเป็นการใช้งานที่พบบ่อยที่สุด การทำความเข้าใจหลักการทำงานของเครื่องจักร ระบบย่อยที่สำคัญ และเกณฑ์การคัดเลือก ถือเป็นสิ่งสำคัญสำหรับวิศวกรและผู้เชี่ยวชาญด้านการจัดซื้อในการประเมินความสามารถในการผลิต LSR
วิธีการทำงานของการฉีดขึ้นรูป LSR: กระบวนการหลัก
LSR จำหน่ายเป็นระบบสองส่วน: ส่วนประกอบ A ประกอบด้วยโพลีเมอร์พื้นฐานและตัวเร่งปฏิกิริยาแพลตตินัม ในขณะที่ส่วนประกอบ B มีตัวเชื่อมขวางและตัวยับยั้ง ส่วนประกอบทั้งสองจะถูกเก็บไว้ในถังแยกกัน และป้อนผ่านหน่วยสูบจ่ายและผสม (โดยทั่วไปคือเครื่องผสมแบบคงที่) ซึ่งจะรวมส่วนประกอบเหล่านั้นในอัตราส่วน 1:1 โดยปริมาตรที่แม่นยำ การรักษาความถูกต้องของอัตราส่วนที่แน่นอนเป็นสิ่งสำคัญ เนื่องจากการเบี่ยงเบนใดๆ จะเปลี่ยนเคมีในการบ่ม และสร้างชิ้นส่วนที่มีความแข็งไม่สอดคล้องกัน การแข็งตัวไม่สมบูรณ์ หรือมีพื้นผิวเหนียว
หลังจากผสม LSR ที่รวมกันแล้วจะถูกฉีดเข้าไปในแม่พิมพ์ที่ให้ความร้อน ซึ่งโดยทั่วไปจะมีอุณหภูมิอยู่ระหว่าง 160°C ถึง 220°C โดยที่ตัวเร่งปฏิกิริยาแพลทินัมจะขับเคลื่อนการเชื่อมขวางอย่างรวดเร็ว เวลาในการแข็งตัวขึ้นอยู่กับรูปทรงของชิ้นส่วน ความหนาของผนัง และอุณหภูมิของแม่พิมพ์ แต่รอบการผลิตส่วนใหญ่มีตั้งแต่ไม่กี่วินาทีสำหรับชิ้นส่วนที่มีผนังบางไปจนถึงหลายนาทีสำหรับส่วนประกอบที่หนากว่า เนื่องจากซิลิโคนที่บ่มแล้วจะหดตัวเล็กน้อยขณะเชื่อมขวาง การออกแบบแม่พิมพ์จึงต้องคำนึงถึงการเปลี่ยนแปลงมิตินี้เพื่อรักษาพิกัดความเผื่อที่แน่นหนาในชิ้นส่วนที่เสร็จแล้ว
ตัวหัวฉีดจะต้องระบายความร้อน — โดยทั่วไปจะระบายความร้อนด้วยน้ำที่อุณหภูมิประมาณ 10–15°C — เพื่อป้องกันการบ่มในกระบอกฉีดก่อนกำหนดก่อนที่การฉีดจะไปถึงแม่พิมพ์ ระบบวิ่งเย็นนี้มักจะขยายไปสู่รูปทรงของสปรูและรันเนอร์ภายในแม่พิมพ์ ช่วยลดการสูญเสียวัสดุโดยการรักษา LSR ไว้ในสถานะของเหลวที่ไม่มีการบ่มจนถึงประตู จากนั้นปล่อยให้ความร้อนที่แตกต่างกันระหว่างวิ่งเย็นและโพรงแม่พิมพ์ร้อนเพื่อกระตุ้นการบ่มอย่างแม่นยำเมื่อจำเป็น
ระบบย่อยที่สำคัญของเครื่องฉีดขึ้นรูป LSR
หน่วยสูบจ่ายและจ่ายสาร
หน่วยสูบจ่ายเป็นระบบย่อยที่สำคัญที่สุดในการประมวลผล LSR โดยเฉพาะ โดยดึงส่วนประกอบ LSR ทั้งสองชิ้นจากดรัมที่มีแรงดันโดยใช้ปั๊มลูกสูบที่ขับเคลื่อนด้วยนิวแมติกหรือแบบเซอร์โว รักษาอัตราส่วนปริมาตรที่แม่นยำตลอดช็อต และส่งวัสดุผสมไปยังชุดฉีดโดยไม่ต้องมีอากาศเข้าไป ระบบสูบจ่ายระดับไฮเอนด์ได้รับความแม่นยำของอัตราส่วนภายใน ±0.5% ตลอดขั้นตอนการผลิต และมีเซ็นเซอร์ตรวจสอบอย่างต่อเนื่องที่จะส่งสัญญาณเตือนหากอัตราส่วนเบี่ยงเบนไปเกินกว่าค่าความคลาดเคลื่อนที่ตั้งไว้ เครื่องผสมแบบคงที่ — องค์ประกอบขดลวดแบบพาสซีฟที่ป้อนส่วนประกอบทั้งสองเข้าไป — ช่วยให้การผสมเป็นเนื้อเดียวกันโดยไม่มีชิ้นส่วนที่เคลื่อนไหว ช่วยลดความต้องการในการบำรุงรักษาเมื่อเทียบกับทางเลือกการผสมแบบไดนามิก

หน่วยฉีด
หน่วยฉีดสำหรับ LSR แตกต่างจากหน่วยเทอร์โมพลาสติกในหลายๆ ด้านที่สำคัญ รูปทรงของสกรูใช้ความลึกของการบินที่ตื้นและอัตราส่วนการอัดที่ต่ำ เพื่อหลีกเลี่ยงการสร้างความร้อนจากการเสียดสีซึ่งจะทำให้วัสดุในกระบอกแข็งตัวก่อนเวลาอันควร ลำกล้องทั้งหมดถูกหุ้มด้วยวงจรระบายความร้อนด้วยน้ำ ความเร็วและแรงดันในการฉีดได้รับการควบคุมแบบเซอร์โวเพื่อให้แน่ใจว่ามีลักษณะการเติมสม่ำเสมอในทุกช็อต และโดยทั่วไปหน่วยฉีดจะทำงานที่แรงดันต่ำกว่าระบบเทอร์โมพลาสติกอย่างมาก — โดยปกติจะอยู่ระหว่าง 500 ถึง 1,500 บาร์ — เนื่องจากความหนืดต่ำของ LSR ต้องใช้แรงน้อยกว่าในการเติมโพรงแม่พิมพ์
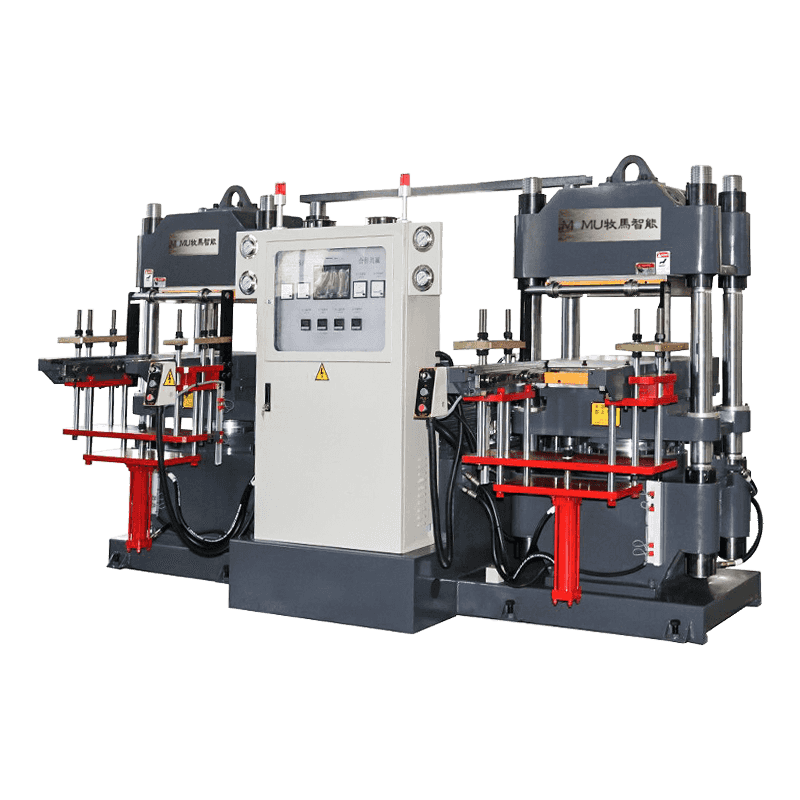
หน่วยหนีบ
แม่พิมพ์ LSR ต้องการแรงจับยึดที่สูงมากต่อหน่วยของพื้นที่ชิ้นส่วนที่คาดการณ์ไว้ เมื่อเทียบกับเทอร์โมพลาสติก เนื่องจากความหนืดต่ำของ LSR หมายความว่า LSR จะวาบผ่านช่องว่างของเส้นแยกที่น้อยที่สุด หากแรงจับยึดไม่เพียงพอ มีการใช้ระบบจับยึดแบบสลับและระบบไฮดรอลิก โดยเครื่องจักรไฟฟ้าทั้งหมดเป็นที่ต้องการมากขึ้นในสภาพแวดล้อมห้องปลอดเชื้อ เนื่องจากมีความสะอาด ความสามารถในการทำซ้ำ และประหยัดพลังงาน ความต้องการแรงจับยึดจะคำนวณตามความดันในโพรงคูณด้วยพื้นที่ที่คาดการณ์ไว้ของชิ้นส่วนบวกกับระบบรันเนอร์
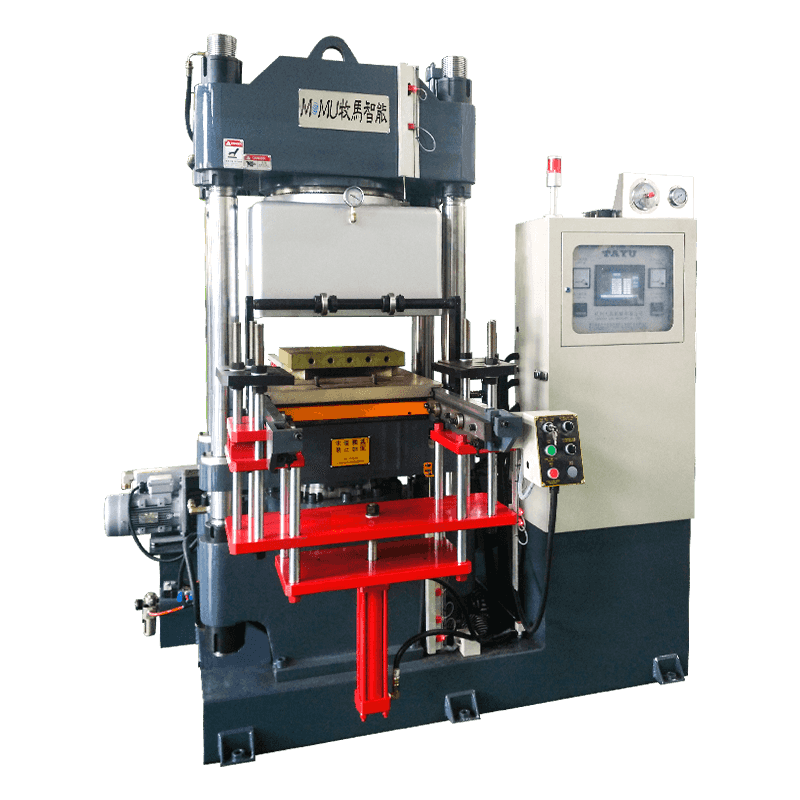
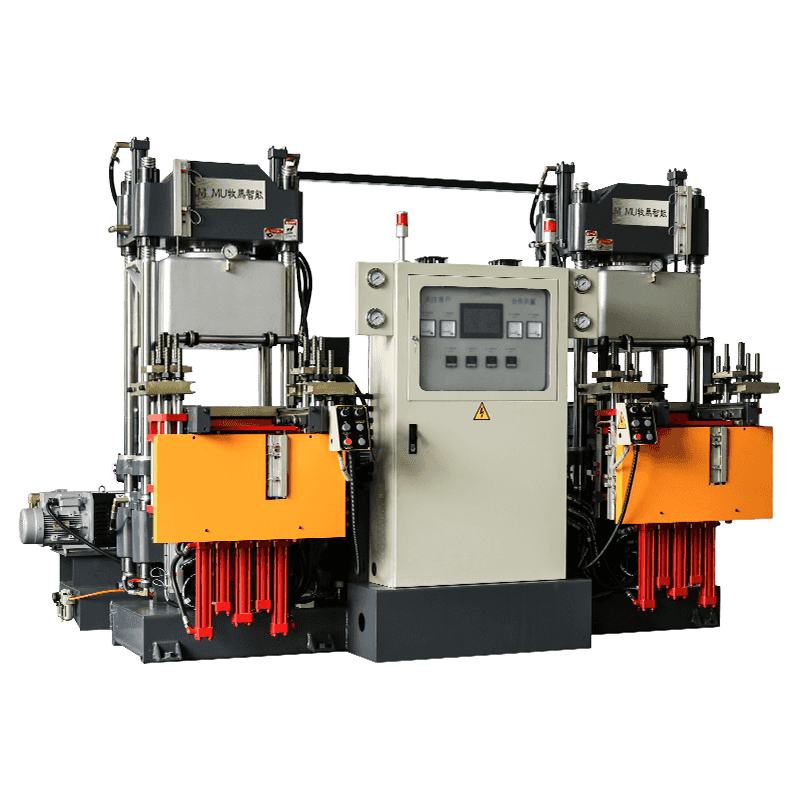
การเปรียบเทียบเครื่องจักร LSR: ไฮดรอลิกกับไฟฟ้าทั้งหมด
| คุณสมบัติ | เครื่องไฮดรอลิก LSR | เครื่อง LSR แบบไฟฟ้าทั้งหมด |
| การทำซ้ำ | ดี | ยอดเยี่ยม |
| ความเหมาะสมของห้องคลีนรูม | จำกัด (ความเสี่ยงต่อการปนเปื้อนของน้ำมัน) | สูง (ไม่มีน้ำมันไฮดรอลิก) |
| การใช้พลังงาน | สูงกว่า | ลดลง 30–60% |
| ต้นทุนเงินทุน | ล่าง | สูงกว่า |
| ระดับเสียงรบกวน | สูงกว่า | ล่าง |
| การบำรุงรักษา | บ่อยขึ้น (ซีลไฮดรอลิก) | ไม่บ่อยนัก |
| เหมาะกับการใช้งานที่ดีที่สุด | ชิ้นส่วนอุตสาหกรรมที่มีกำลังสูง | ชิ้นส่วนทางการแพทย์ เกรดอาหาร และแม่นยำ |
อุตสาหกรรมและการใช้งานที่ขับเคลื่อนความต้องการเครื่องจักร LSR
การเติบโตของการฉีดขึ้นรูป LSR เป็นวิธีการผลิตเชื่อมโยงโดยตรงกับกลุ่มอุตสาหกรรมที่กำลังขยายตัว ซึ่งขึ้นอยู่กับคุณสมบัติของวัสดุของซิลิโคนในสภาพแวดล้อมที่มีความต้องการใช้งานขั้นสุดท้าย แต่ละอุตสาหกรรมมีข้อกำหนดเฉพาะที่กำหนดวิธีกำหนดค่าและตรวจสอบเครื่องจักร LSR
- อุปกรณ์การแพทย์: ความเข้ากันได้ทางชีวภาพของ LSR ภายใต้มาตรฐาน ISO 10993 และความสามารถในการฆ่าเชื้อโดยการนึ่งฆ่าเชื้อ EtO และรังสีแกมมา ทำให้ LSR กลายเป็นวัสดุที่เลือกใช้สำหรับสายสวน หน้ากากช่วยหายใจ ซีลสำหรับอุปกรณ์ฝัง และที่จับเครื่องมือผ่าตัด เครื่องจักรที่ใช้ในการผลิต LSR ทางการแพทย์โดยทั่วไปจะใช้ไฟฟ้าทั้งหมด เข้ากันได้กับห้องปลอดเชื้อ และมีเอกสารประกอบกระบวนการครบถ้วนเพื่อการปฏิบัติตามกฎระเบียบ
- ผลิตภัณฑ์สำหรับทารกและเด็ก: จุกนมหลอก จุกนมจากขวด และผลิตภัณฑ์สำหรับการงอกของฟันต้องใช้ซิลิโคนที่ปลอดภัยต่อการสัมผัสอาหาร ปราศจากพลาสติไซเซอร์และ BPA เกรด LSR ที่ได้รับการรับรองตามกฎระเบียบการสัมผัสอาหารของ FDA 21 CFR และ EU 10/2011 ถือเป็นมาตรฐาน และสภาพแวดล้อมการผลิตต้องเป็นไปตามการควบคุมสุขอนามัยที่เข้มงวด
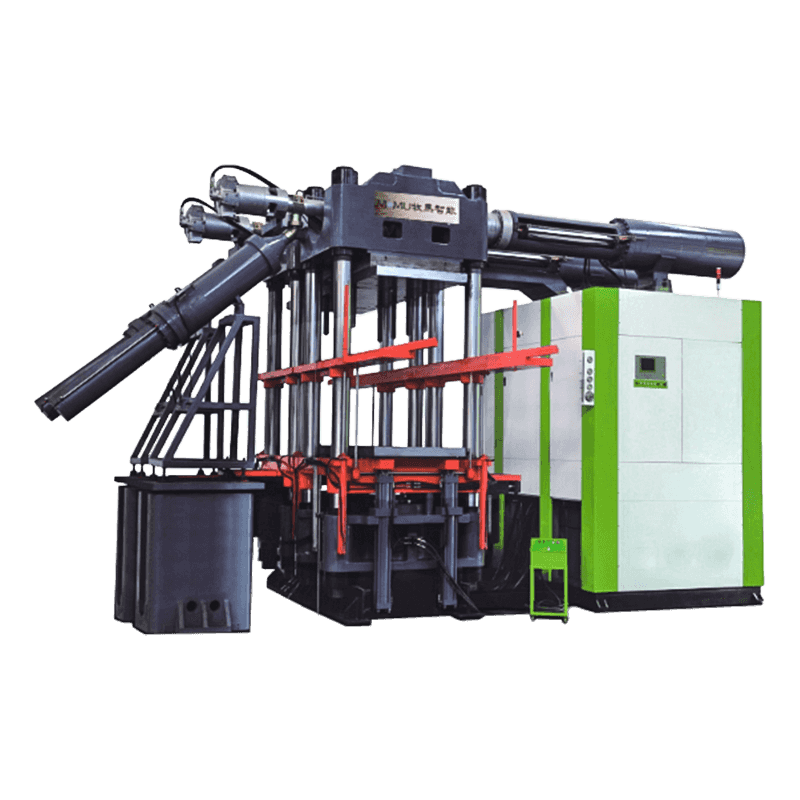
- ยานยนต์: LSR ใช้สำหรับซีลวงแหวน ยางรองหัวเทียน ซีลเซ็นเซอร์ และส่วนประกอบใต้ฝากระโปรงที่ต้องทนต่ออุณหภูมิคงที่ตั้งแต่ -50°C ถึง 200°C โดยทั่วไปแล้วการผลิตยานยนต์ปริมาณมากจะใช้เครื่องจักรไฮดรอลิกที่มีแม่พิมพ์วิ่งเย็นแบบหลายช่องเพื่อประสิทธิภาพด้านต้นทุน
- เครื่องใช้ไฟฟ้า: ปะเก็นกันน้ำ แผ่นเมมเบรน ปลายเอียร์บัด และซีลอุปกรณ์สวมใส่ถือเป็นกลุ่มที่มีการเติบโตอย่างรวดเร็ว ชิ้นส่วนที่มีผนังบางและมีความแม่นยำสูงพร้อมพิกัดความเผื่อขนาดที่แคบเป็นเรื่องปกติ โดยนิยมใช้เครื่องจักรไฟฟ้าทั้งหมดที่มีการควบคุมความเร็วการฉีดสูง
- การปิดผนึกทางอุตสาหกรรม: ไดอะแฟรมปั๊ม ซีลวาล์ว และปะเก็นทนสารเคมีใช้ประโยชน์จากซิลิโคนในการต้านทานโอโซน รังสียูวี และสารเคมีหลายประเภท สิ่งเหล่านี้มักจะเป็นชิ้นส่วนที่มีความหนากว่าซึ่งผลิตขึ้นจากเครื่องจักรไฮดรอลิกที่โพรงอากาศที่ต่ำกว่า
ปัจจัยสำคัญเมื่อเลือกเครื่องฉีดขึ้นรูป LSR
การเลือกเครื่องจักร LSR จำเป็นต้องมีการประเมินข้อกำหนดทางเทคนิคในบริบทของชิ้นส่วนเฉพาะ ปริมาณการผลิต และสภาพแวดล้อมด้านกฎระเบียบของคุณ มีหลายปัจจัยที่กำหนดอย่างสม่ำเสมอว่าการลงทุนด้านเครื่องจักรให้ผลตอบแทนที่คาดหวังหรือไม่
ขนาดช็อตและแรงจับยึดต้องสอดคล้องกับส่วนที่ฉายและพื้นที่ทางวิ่ง แทนที่จะประมาณแบบหลวมๆ ความหนืดต่ำของ LSR หมายความว่าแม้แต่แรงจับยึดเพียงเล็กน้อยก็ส่งผลให้เกิดการแฟลช — ฟิล์มบางของซิลิโคนที่แข็งตัวที่เส้นแยกส่วน ซึ่งจำเป็นต้องตัดแต่งด้วยมือและเพิ่มอัตราของเสีย คำนวณแรงจับยึดที่ต้องการอย่างน้อย 0.3 ถึง 0.5 ตันต่อตารางเซนติเมตรของพื้นที่โพรงที่คาดการณ์ไว้ และปรับขนาดเครื่องจักรโดยมีระยะขอบสูงกว่ารูปนั้นเพื่อรองรับการเพิ่มแม่พิมพ์หรือการเปลี่ยนแปลงการออกแบบในอนาคต
ความแม่นยำในการควบคุมอุณหภูมิทั่วทั้งแม่พิมพ์มีความสำคัญพอๆ กับประสิทธิภาพในการจับยึดและการฉีดของเครื่องจักร อุณหภูมิแม่พิมพ์ที่ไม่สม่ำเสมอทำให้เกิดชิ้นส่วนที่มีการแข็งตัวที่ไม่สอดคล้องกัน ความแปรผันของขนาด และข้อบกพร่องที่พื้นผิว ประเมินว่าตัวควบคุมอุณหภูมิแม่พิมพ์ของเครื่องรองรับการแมปอุณหภูมิตามโซนหรือไม่ และการออกแบบแม่พิมพ์ให้การครอบคลุมช่องทำความร้อนเพียงพอหรือไม่ ในการใช้งานทางการแพทย์ที่มีความแม่นยำ โดยทั่วไปการเปลี่ยนแปลงอุณหภูมิของแม่พิมพ์ที่มากกว่า ±2°C ทั่วทั้งพื้นผิวของคาวิตี้นั้นเป็นสิ่งที่ยอมรับไม่ได้
ความสามารถในการติดตามกระบวนการและการบันทึกข้อมูลกลายเป็นเรื่องที่ไม่สามารถต่อรองได้สำหรับอุตสาหกรรมที่ได้รับการควบคุม เครื่องจักร LSR สมัยใหม่ได้รวมเซ็นเซอร์ความดันในโพรง ความเร็วในการฉีดและโปรไฟล์ความดัน การบันทึกอุณหภูมิแม่พิมพ์ และการตรวจสอบอัตราส่วนการสูบจ่าย เข้าสู่ระบบตรวจสอบกระบวนการแบบครบวงจร ข้อมูลนี้จำเป็นสำหรับการตรวจสอบกระบวนการภายใต้ FDA 21 CFR ส่วนที่ 820 และ ISO 13485 สำหรับอุปกรณ์ทางการแพทย์ และเป็นที่ต้องการมากขึ้นของลูกค้ายานยนต์ระดับ 1 โดยเป็นส่วนหนึ่งของแพ็คเกจเอกสาร PPAP
ข้อบกพร่องในกระบวนการทั่วไปและวิธีป้องกัน
แม้แต่เครื่องจักรที่มีการระบุอย่างดีก็ยังเกิดข้อบกพร่องได้เมื่อพารามิเตอร์กระบวนการเคลื่อนตัวหรือสภาพของแม่พิมพ์ไม่ได้รับการดูแลอย่างเหมาะสม การรับรู้ถึงสาเหตุที่แท้จริงของข้อบกพร่อง LSR ทั่วไปถือเป็นสิ่งสำคัญสำหรับวิศวกรกระบวนการที่รับผิดชอบด้านคุณภาพการผลิต
- แฟลช: เกิดจากแรงจับยึดไม่เพียงพอ พื้นผิวเส้นแยกที่สึกหรอ หรือแรงกดในการฉีดที่มากเกินไป แก้ไขปัญหาโดยการตรวจสอบการคำนวณแรงจับยึด ตรวจสอบสภาพของแม่พิมพ์ และลดความเร็วในการฉีดระหว่างขั้นตอนการเติม
- เติมไม่ครบ / ช็อตสั้น: เป็นผลมาจากแรงดันการฉีดไม่เพียงพอ ประตูอุดตัน หรือ LSR ที่หายตัวบางส่วนในตัวรันเนอร์ก่อนถึงคาวิตี้ ตรวจสอบเส้นผ่านศูนย์กลางประตู ตรวจสอบว่าอุณหภูมิถังอยู่ภายในช่วงเป้าหมายของเครื่องวิ่งเย็น และตรวจสอบการยับยั้งการหายตัวจากการปนเปื้อน
- ความเหนียวของพื้นผิว: บ่งชี้ถึงการบ่มน้อยเกินไป โดยส่วนใหญ่มักเกิดจากอัตราส่วน A:B ไม่ถูกต้อง อุณหภูมิแม่พิมพ์ต่ำเกินไป หรือเวลาในการแข็งตัวไม่เพียงพอ ตรวจสอบอัตราส่วนการสูบจ่ายด้วยการทดสอบการจ่ายแบบควบคุม ตรวจสอบความสม่ำเสมอของอุณหภูมิแม่พิมพ์ และยืดเวลาการแข็งตัวหากความคลาดเคลื่อนของขนาดอนุญาต
- การกักเก็บอากาศ / ช่องว่าง: อากาศที่เข้ามาในระหว่างการผสมหรือฉีดด้วยวัสดุจะทำให้เกิดฟองในส่วนที่บ่มแล้ว ตรวจสอบให้แน่ใจว่าระบบสูบจ่ายได้รับการไล่อากาศอย่างเหมาะสมก่อนการผลิต และตรวจสอบว่าความเร็วการฉีดไม่เร็วจนเกินไปจนอากาศถูกดึงเข้าไปในบริเวณประตูที่อยู่ด้านหน้าการไหลของ LSR
- ความแปรผันของมิติระหว่างช็อต: มักจะเชื่อมโยงกับความไม่สอดคล้องกันของการสูบจ่าย ความผันผวนของอุณหภูมิถังบรรจุ หรือเวลาในการแข็งตัวที่แปรผันเนื่องจากการเคลื่อนตัวของอุณหภูมิแม่พิมพ์ ตรวจสอบบันทึกการตรวจสอบกระบวนการเพื่อระบุตัวแปรที่มีความสัมพันธ์กับการเปลี่ยนแปลงมิติ และปรับเทียบระบบย่อยที่เกี่ยวข้องใหม่